



Hardware-Design von Leistungselektronik für die Fertigungsgerechtigkeit
Dieser Artikel wurde von Magna-Power Electronics verfasst und erschien ursprünglich als Titelgeschichte in der Q4 2021-Ausgabe des IEEE Power Electronics Magazine. DOI: 10.1109/MPEL.2021.3123832
Mit einem kleinen, vielseitigen Ingenieurteam kann Magna-Power Electronics über 250.000 verschiedene Konfigurationen von programmierbaren Netzgeräten und elektronischen Lasten anbieten, die Strombereiche bis 10.000 Adc, Spannungsbereiche bis 10.000 Vdc und Leistungsbereiche bis 3.000 kW abdecken. Diese Leistung wird durch eng integrierte Entwicklungs- und Fertigungsteams, Minimierung manueller Arbeit und Maximierung der Automatisierung sowie durch Konsistenz als Kernprinzip über alle Designs hinweg ermöglicht. Dieser Artikel stellt mehrere Strategien innerhalb des Designprozesses für Leistungselektronik vor, die das Unternehmen während seiner 40-jährigen Geschichte weiterentwickelt hat, darunter Leiterplattendesign (PCB) und Lieferantenauswahl, Prototypen- und Designkontrollen sowie elektromechanische Integration. Obwohl Magna-Power die Fertigung nahezu vollständig unter einem Dach internalisiert hat, können die vorgestellten Strategien auch durch enge Lieferantenbeziehungen und das Verständnis der Einschränkungen verschiedener Produktionsprozesse und Maschinen umgesetzt werden.
Leiterplattendesign
Die Leiterplattenfertigung ist eine der wenigen Fertigungskomponenten, die das Unternehmen auslagert. Sie ist zugleich die komplizierteste Komponente in Bezug auf Spezifikation, Überarbeitung und Bestandsmanagement. Die korrekte Kommunikation der Designanforderungen an den Leiterplattenhersteller sowie die Berücksichtigung seiner individuellen Fertigungseinschränkungen ermöglicht es, Designs herstellerübergreifend austauschbar zu halten; ein solcher Prozess wurde über viele Jahre durch Erfahrungen mit verschiedenen Lieferanten verfeinert. Die Unterstützung mehrerer Produktlinien erfordert die Pflege eines Herstellerpools mit unterschiedlichen Spezialisierungen. Einige zeichnen sich bei feinem Pitch und vielen Lagen aus, andere spezialisieren sich auf Kupfer mit hoher Unzenzahl und/oder hochtemperaturbeständiges Glasfaser, und wieder andere auf Schnelldurchlauf-Prototypen im 24/7-Betrieb. Mehrere Hersteller aus verschiedenen Regionen haben unsere Lieferkette wesentlich widerstandsfähiger gemacht, was bei landesweiten Feiertagen von Vorteil ist und zuletzt auch während COVID-19.
Die folgenden zwei Abschnitte untersuchen fertigungstechnische Überlegungen für das Hochspannungs- und Hochstrom-Layoutdesign und die Fertigung. Jede Überlegung wird zusammen mit Bildern realer Konsequenzen bei Nichtbeachtung vorgestellt.
Hochstrom-Leiterplatten
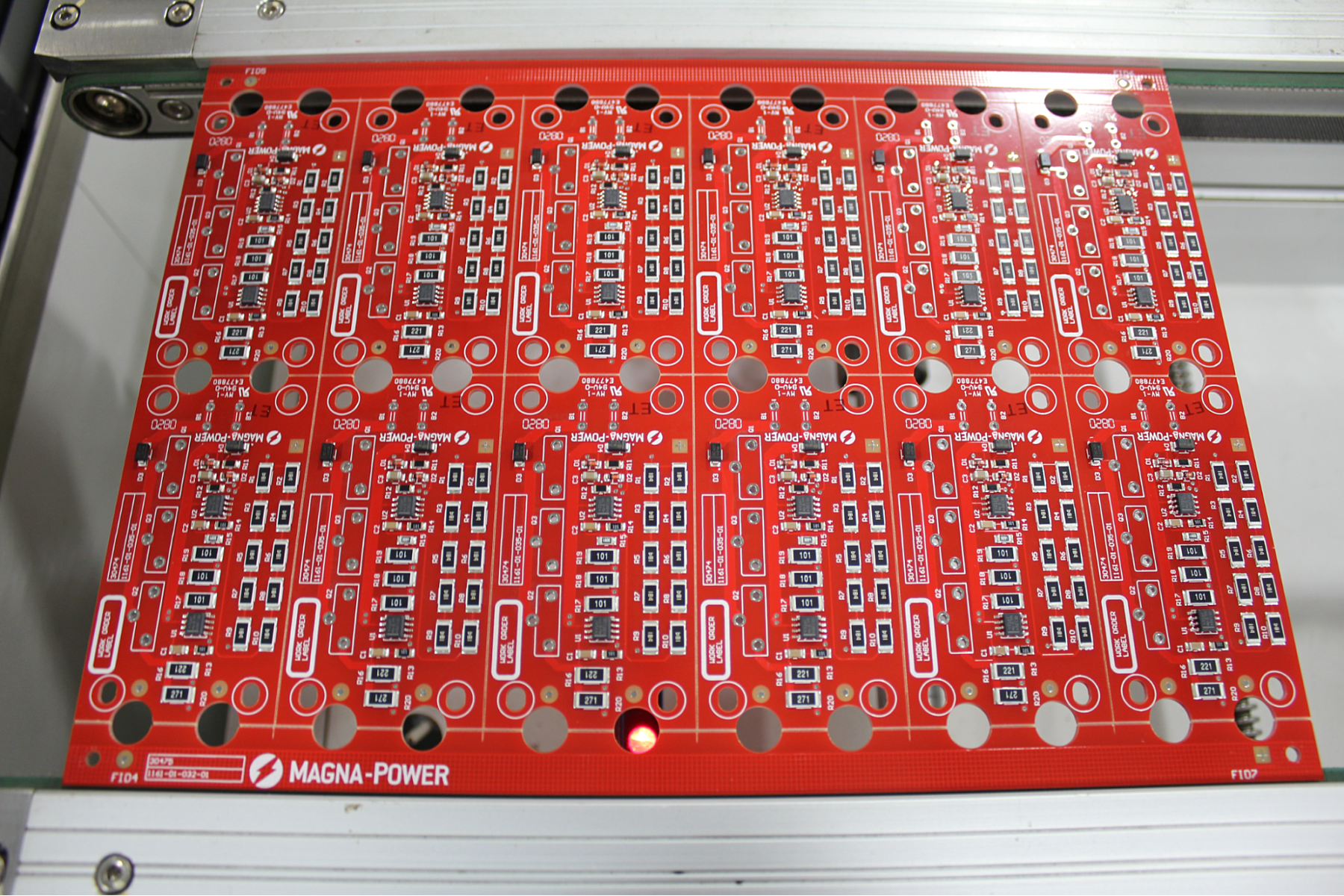
Der Strom, den eine Leiterplatte führen kann, wird durch die Kupferdicke, angegeben in Unzen, und die Anzahl der Leiter, angegeben in Lagen, bestimmt. Die Arbeit mit dickem Kupfer (hohe Unzenzahl) auf FR4-Substrat bringt Herausforderungen sowohl bei der Leiterplattenfertigung als auch bei der Bestückung mit sich, die hauptsächlich auf chemische und maschinelle Einschränkungen zurückzuführen sind. Dickes Kupfer (bei Magna-Power 4 oz oder mehr) ist schwieriger zu ätzen, und der Leiterplattenhersteller hat größere Toleranzen und alternative Designvorgaben. Beispielsweise empfiehlt einer unserer Leiterplattenhersteller eine minimale Leiterbahnbreite von 5 mils für 1 oz Kupfer. Diese Empfehlung steigt auf 15 mils für 4 oz Kupfer. Breitere Leiterbahnen schränken die Auswahl digitaler ICs ein, die auf einer Platine bestückt werden können. Die mobile Computertechnik treibt die Verkleinerung von Chips voran und verringert den Pitch von IC-Gehäusen, deren Anschlüsse oft zu eng für das Leiterbahnrouting auf Leistungsplatinen liegen. Die Lösung besteht darin, Logik- und Steuerschaltungen auf einer Leiterplatte mit niedriger Unzenzahl zu konsolidieren, die mit den Hochstrom-Leiterplatten verbunden wird, wie in Abb. 1 dargestellt.
Kupfer ist ein hervorragender elektrischer und thermischer Leiter. Letzteres ist für die Fertigung unerwünscht, da es Wärme von den Lötstellen ableitet und die Temperatur unter den Wert senkt, der zum vollständigen Schmelzen des Lots erforderlich ist. Thermische Entlastungen (Thermal Reliefs), wie in Abb. 2 dargestellt, werden für jede Verbindung von Kupferfläche zu Pad empfohlen, damit die Produktion leichter löten kann. Einzelne Hochstrom-PCB-Pads (Anschlüsse, Busverbinder usw.) sollten in mehrere parallele Verbindungen aufgeteilt werden. Dadurch wird die gleiche Stromtragfähigkeit erzielt, während die thermische Leitfähigkeit jeder Lötstelle erhöht wird, was das Löten erleichtert, wie in Abb. 3 dargestellt. Da die meisten Durchsteckbaugruppen eine Wellenlötmaschine durchlaufen, bei der alle Lötstellen gleichzeitig gelötet werden, haben die zusätzlichen Verbindungen keinen Einfluss auf den Arbeitsaufwand und machen eventuelle Nacharbeit mit dem Lötkolben effizienter.

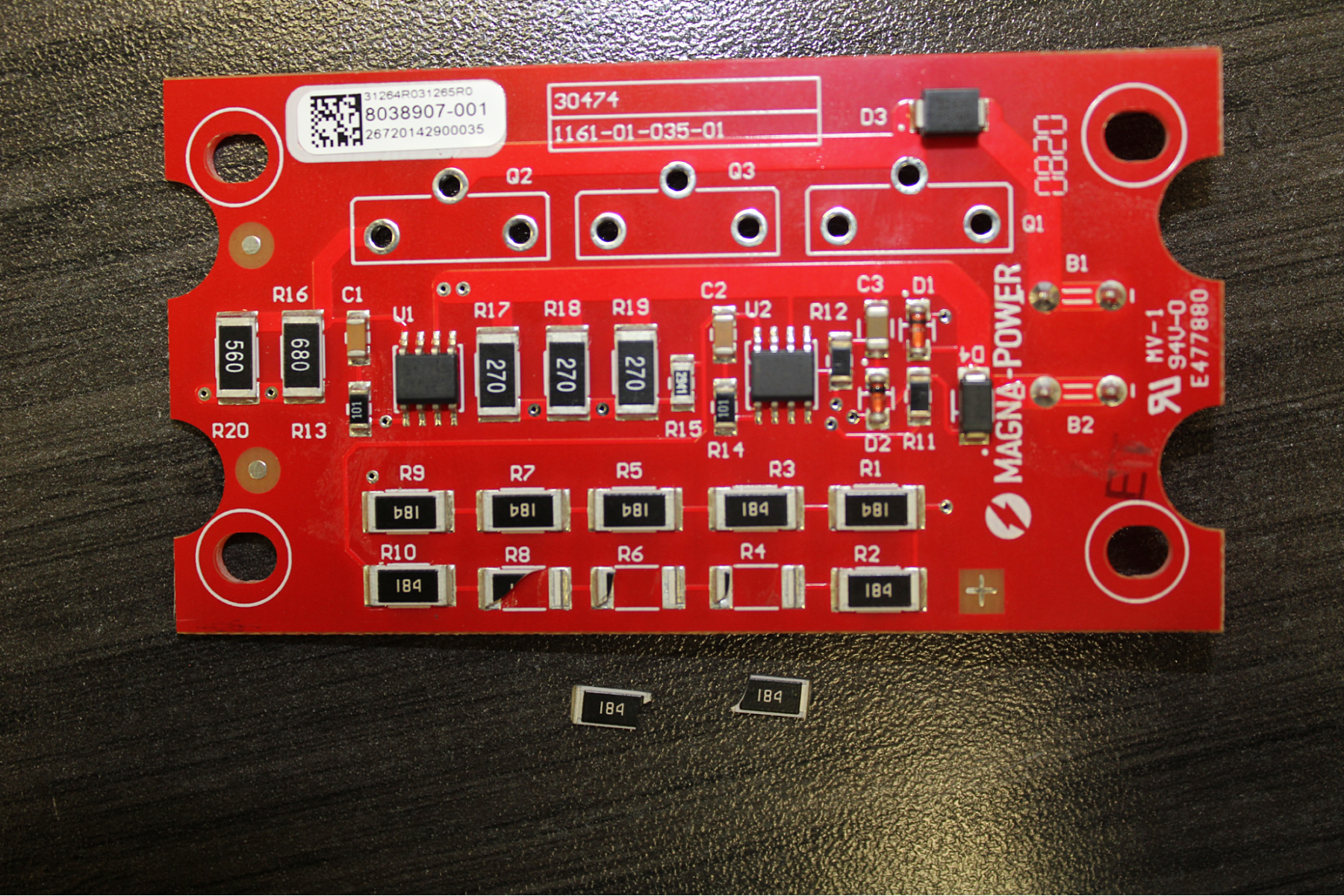
Die meisten Magna-Power-Leiterplatten behalten eine Dicke von 62 mils bei, was dem üblichen Lagenaufbau in der Industrie entspricht. Bei Hochstrom-Leiterplatten beträgt jede Kupferlage 5,6 mils, sodass bei mehreren Lagen die Kerndicke erhöht wird, um die endgültige Baugruppe steif zu halten. Bei einer 4-oz-4-Lagen-Leiterplatte verwenden Magna-Power-Designs einen dielektrischen Kern von 59 mils und einen Gesamtlagenaufbau von 92 mils. Die Kerndicke hält die Platine auf dem Bestückungsautomaten flach, was zu einer genaueren Bauteilplatzierung führt, und verhindert Verwerfungen durch Hitze im Wellen- oder Reflow-Ofen. Leiterplattenverformungen durch allgemeine Handhabung und das Einsetzen schwerer Bauteile (Transformatoren, Kühlkörper) können gebrochene SMD-Widerstände und -Kondensatoren verursachen. Die Platzierung von Bauteilen zu nah am Platinenrand ist ein häufiger Designfehler, der im Produktionsprozess schnell erkannt wird: Der aufgebrachte Druck einer Nutzentrenn-Säge biegt die Leiterplatten ausreichend, um empfindliche MLCC-Kondensatoren und sogar Dickschichtwiderstände zu brechen, wie in Abb. 4 dargestellt.
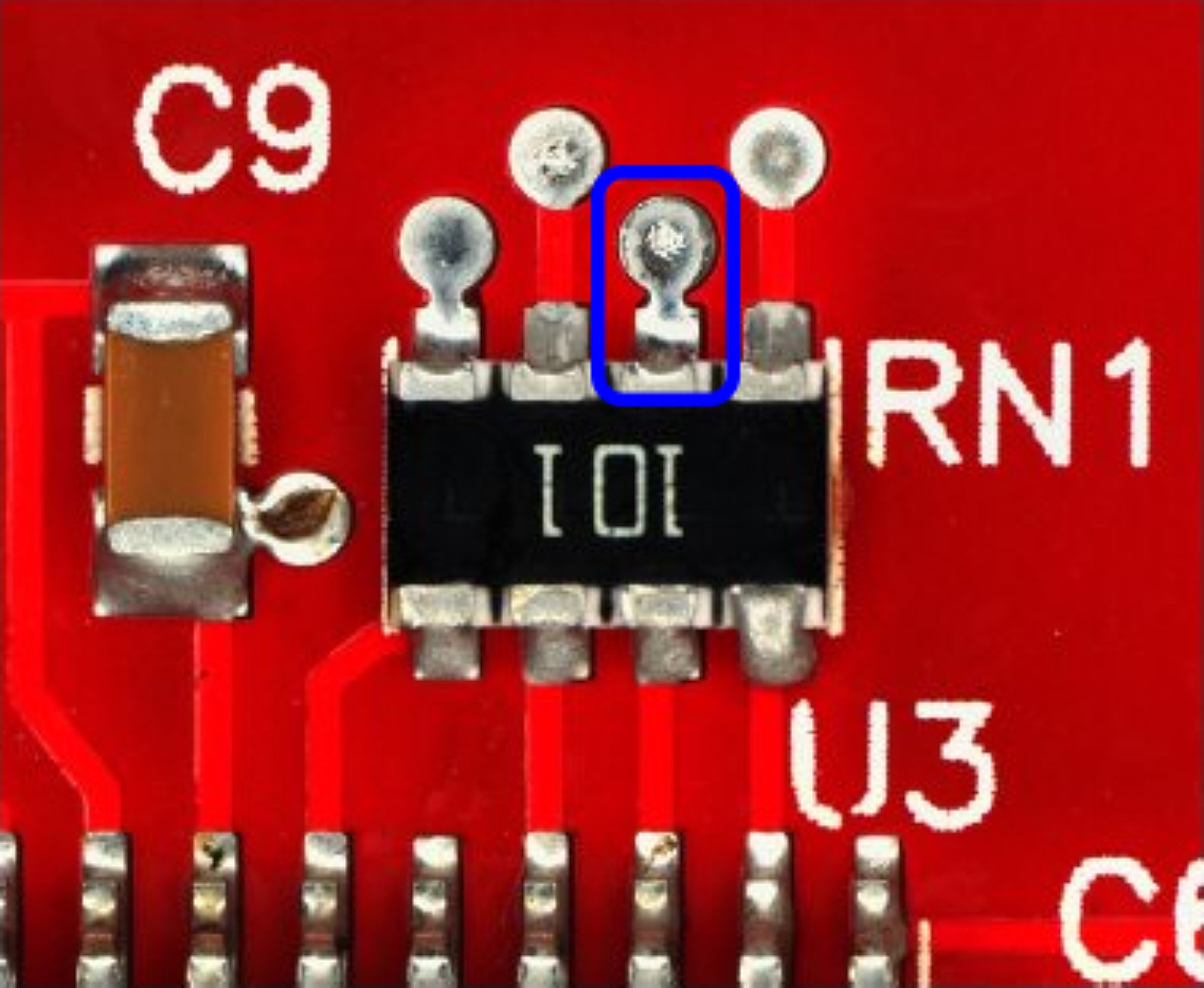
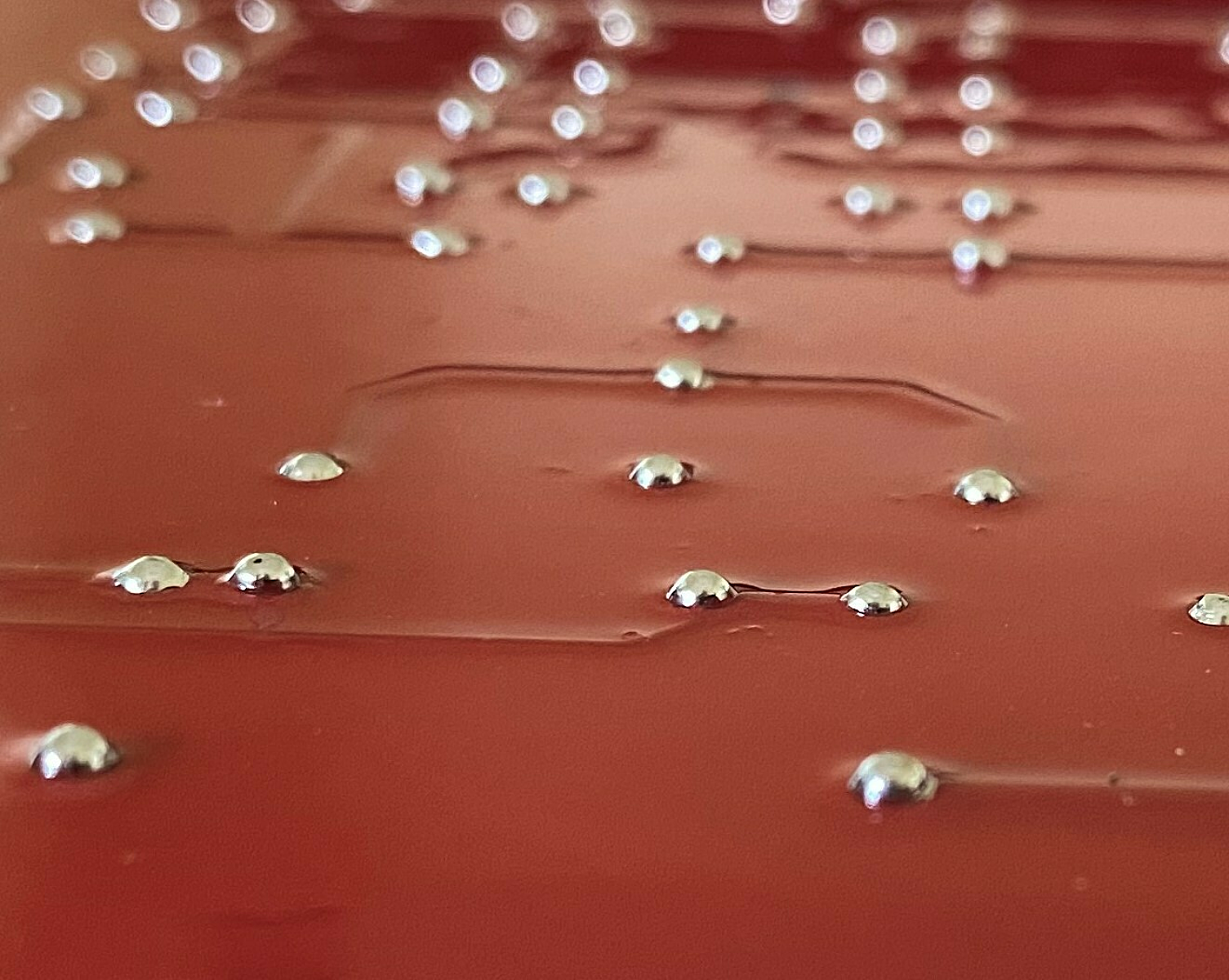
Man sollte die Fertigungsbeschränkungen des Leiterplattenherstellers verinnerlichen, die sich mit den Kupferunzen-Angeboten ändern. Eine kritische, nicht offensichtliche Einschränkung ist der minimale Lötstopplack-Steg, der die Druckauflösung des Lötstopplacks beschreibt. Beispielsweise spezifiziert ein Leiterplattenhersteller 8,5 mils Lötstopplack für 1 oz Kupfer und 11,5 mils für 4 oz. Unser langjähriger Lieferant erklärte, dass dickes Kupfer die Oberfläche stärker anhebt, was Probleme im Maskierungsprozess verursacht, der eine ebene Oberfläche erwartet. Mehrere Durchgänge über das Lötstopplack-Sieb können erforderlich sein, um die Oberfläche vollständig zu beschichten und die Rillen zwischen Kupfer und Dielektrikum zu füllen, was auch die erforderliche Toleranz erhöht. Leiterplattenhersteller entfernen den Lötstopplack oft automatisch, wenn der Abstand zu gering ist, was zu Lötfehlern führt. Ohne Lötstopplack werden Pads desselben Netzknotens miteinander verbunden, wie in Abb. 5 dargestellt, und Vias können Lot von einem bestückten Chip wegziehen, wodurch Anschlüsse zu wenig Lot erhalten, was zu Lötfehlern [1] führt, wie in Abb. 6 dargestellt.
Hochspannungs-Leiterplatten
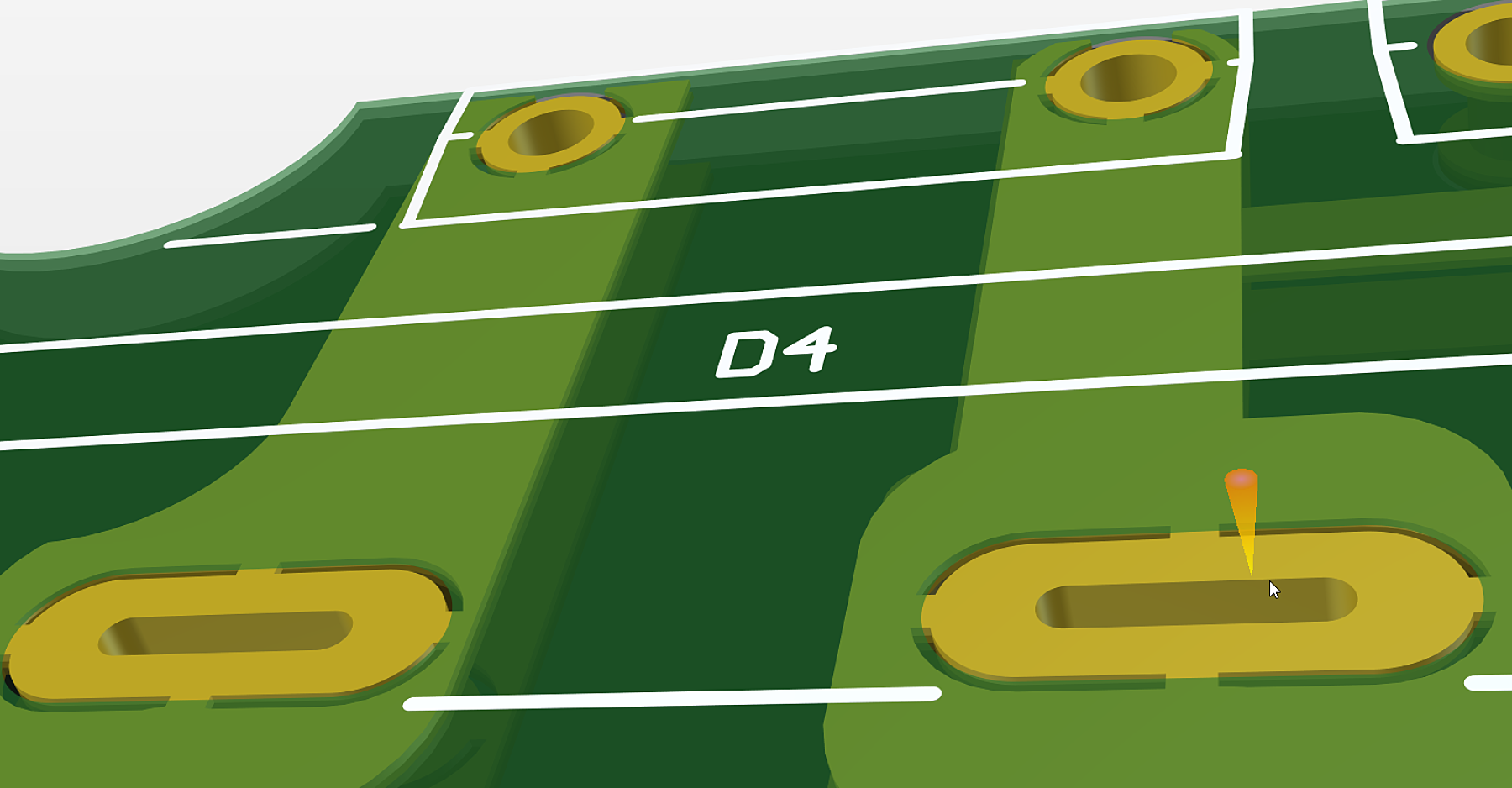
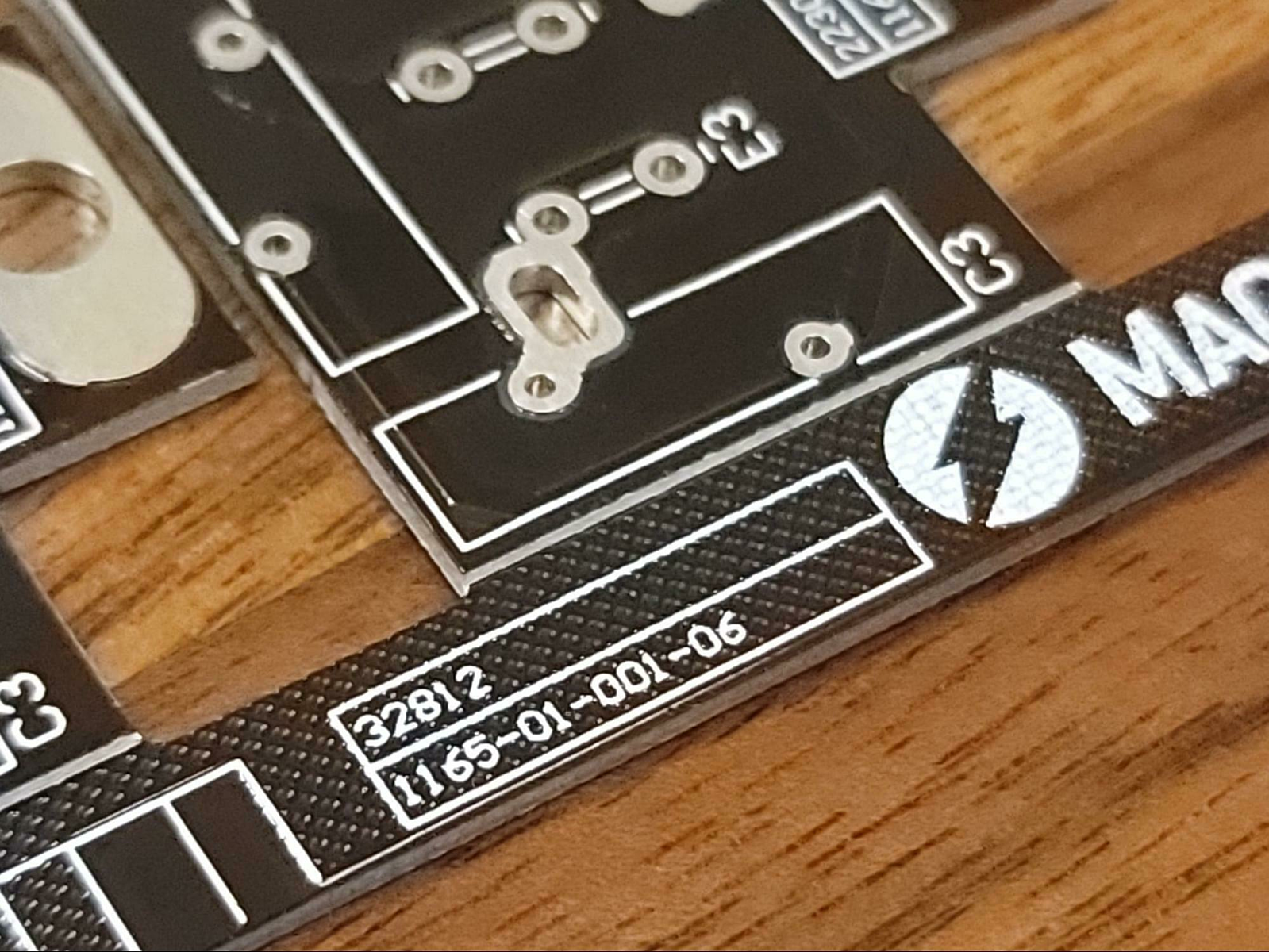
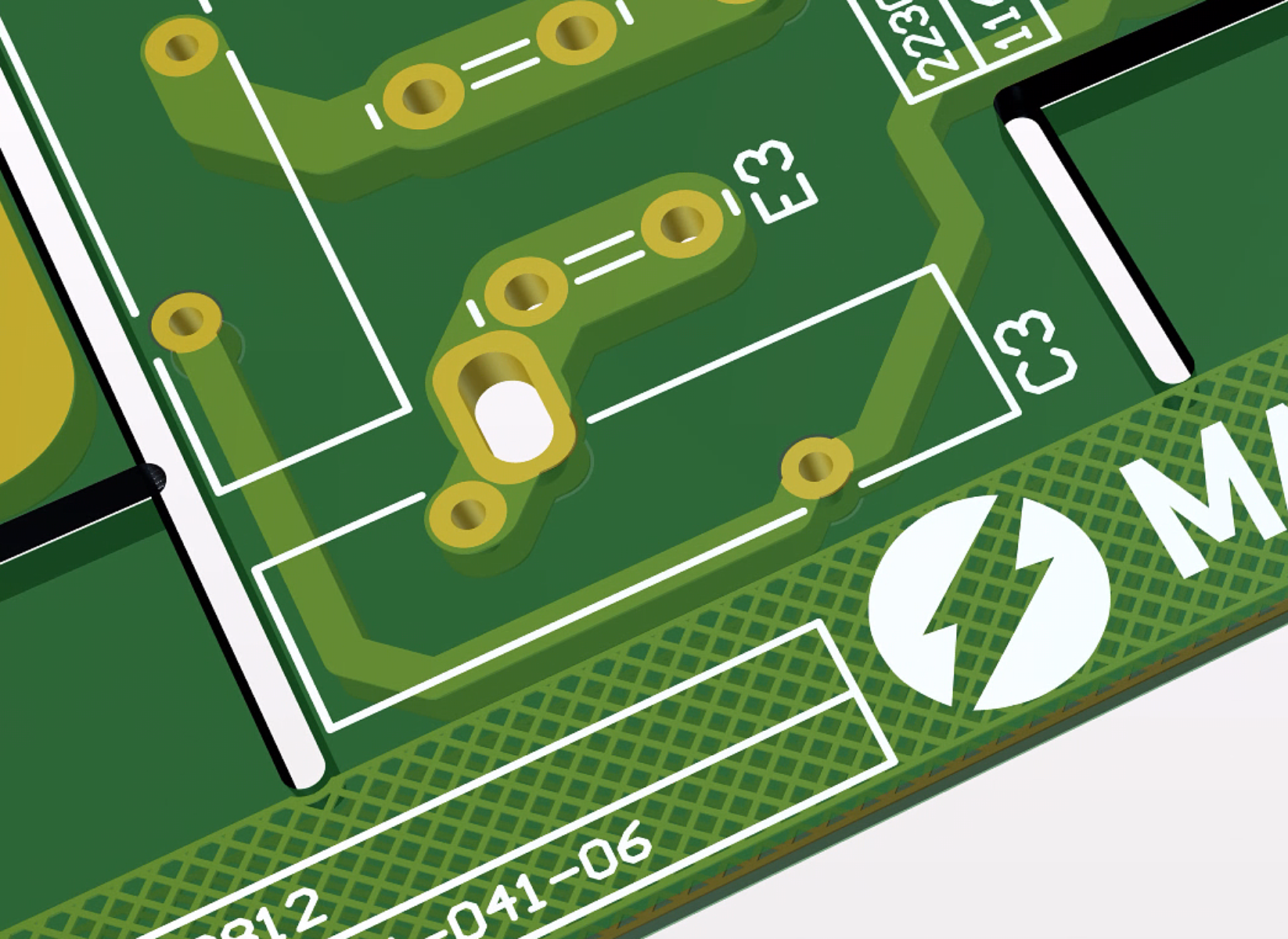
Bei der Entwicklung von Hochstrom-Leiterplatten müssen viele maschinenspezifische Einschränkungen berücksichtigt werden. Beim Hochspannungs-Leiterplattendesign sind diese Einschränkungen hauptsächlich elektrischer Natur. Die Nachverfolgung von Einschränkungen über verschiedene Kupferunzen und Hersteller hinweg wäre manuell mühsam und fehleranfällig. Designregeln innerhalb der PCB-Designsoftware werden bei Magna-Power umfassend eingesetzt, um komplizierte und vielfältige Einschränkungen zu dokumentieren und automatisch in Echtzeit durchzusetzen. Entdeckte Fehler in einem Leiterplattendesign werden dauerhaft gespeichert, versioniert und entweder als Designregel für das Projekt, universell über eine Designregel-Bibliothek oder mittels einer Master-Bibliotheks-Footprint durchgesetzt. Durch diese Art der Fehlerspeicherung wird eine Entdeckung mit dem gesamten Ingenieurteam geteilt und in zukünftigen Projekten nicht wiederholt. Die zwei wichtigsten Designregeln für das Hochspannungs-Leiterplattendesign sind Luft- und Kriechstrecke. Netze mit hohem und niedrigem Potenzial werden identifiziert und gruppiert, und Abstandsregeln zwischen ihnen werden basierend auf der maximalen Spannung und den Empfehlungen in IPC-2221 [2] festgelegt. Der Vorteil regelbasierter Konstruktion besteht darin, dass Kupferflächen sich automatisch an die Designregeln anpassen und gleichzeitig die maximal zulässige Kupferfläche in jedem Bereich bereitstellen. Ein mit Einschränkungen gerouteter Keramikkondensator auf unserer Hochspannungs-Ausgangsbaugruppe ist in Abb. 7 dargestellt. In diesem Beispiel hat die Kriechstrecke eine höhere Priorität als die Luftstrecke, sodass die Designregel-Prüfung den Entwurf trotz Nichterfüllung der Luftstrecke genehmigt. Beachten Sie außerdem, wie die Abstandsregel das Kupfer in Hochpotenzialbereichen präzise ausformt.

Die gewählten Kriechstrecken hängen auch vom eingesetzten Produktionsprozess ab. IEC 60947-1 [3] zeigt, dass Oberflächenverschmutzungen und dielektrisches Material die Kriechstrecke reduzieren, was bei Netzgeräten zu einer geringeren Leistungsdichte führt. Das Fräsen von Schlitzen in Dielektrika, wie in Abb. 7 dargestellt, hat sich experimentell in [4] als geeignet erwiesen, die Durchschlagspannung um 20% zu erhöhen. Alle Magna-Power-Produkte sind standardisierte, präzise Einschubgeräte, die in angemessen sauberen Laborumgebungen betrieben werden (Verschmutzungsgrad 2) und entsprechend ausgelegt sind. Die Abstände der Eingangsstufen sind für den ungünstigsten Fall von 1,2 kV ausgelegt (480 V bei 3ф-Netzquelle). Die Abstände der Ausgangsstufe werden durch die Nenngleichspannung am Ausgang bestimmt. Am äußersten Ende stehen die Netzgeräte der XR-Serie von Magna-Power (Bereiche bis zu 10 kVdc Ausgang); die Leiterplatten im Ausgangsbereich werden nach der Produktion vollständig gewaschen, um Lichtbögen zu verhindern. Die meisten anderen Niederspannungsbaugruppen verwenden ein No-Clean-Verfahren, das weniger Arbeitsaufwand erfordert, jedoch auf Kosten von Flussmittelrückständen (Verunreinigungen). Hochspannungsbaugruppen sollten zudem scharfe Kanten vermeiden, die zu Lichtbogenpunkten werden können. Kanten können vermieden werden, indem spitze Winkel als Designregeln in der Software erzwungen werden, mit abgerundeten Leiterbahnen und Kupferflächen geroutet wird und Anschlussdrähte von Durchsteckkomponenten bündig abgeschnitten werden, wie in Abb. 8 gezeigt. Trotz all dieser Designregeln und Produktionsvorkehrungen können Verunreinigungen dennoch unbeabsichtigt in Hochspannungsbereiche gelangen (z. B. Metallspäne durch unzureichendes Entgraten). Daher werden alle Produkte ab 1 kV vor Beginn jeglicher Werksprüfung einer Hochspannungsprüfung (Hipot-Test) unterzogen.
Verwaltung von Prototypen in der internen Fertigung
Die effektive Nachverfolgung und Verwaltung von Prototypen neben Fertigungsaufträgen ist bei Magna-Power seit langem eine Herausforderung, die viele Iterationen in der Geschäftslogik und der Dokumentation erforderte. Das Ziel ist, einen Prototypenauftrag wie jeden Standardauftrag zu behandeln und den regulären Produktionsabläufen folgen zu lassen. Neue Designs so vielen Prozessen wie möglich auszusetzen, deckt sowohl elektrische als auch fertigungstechnische Mängel auf – ein entscheidender Vorteil der Eigenfertigung. Die Einrichtung eines kleinen Produktions-/Prototypenlaufs erfordert einige vorbereitende Dokumentationsarbeit: Alle Komponenten müssen in die Datenbank eingetragen, die Stückliste (BOM) vervollständigt, Bestellungen unterzeichnet, Fertigungsaufträge (WO) erstellt und Aufträge kommissioniert werden. Dokumentationsfehler zu erkennen ist eine ebenso wichtige, wenn auch weniger glamouröse Aufgabe. Wartet man damit bis zur Serienfertigung, können diese Fehler sehr kostspielig werden. Dieser Abschnitt beschreibt Magna-Powers Ansatz zur Dokumentation und Versionierung, die die Fertigung benötigt, um ein Design zu lesen, sowie die entwickelten Softwaretools zur Unterstützung der Dateneingabe und Validierung, und schließlich die technischen Nachbesprechungen nach der Produktion – all dies hält kostspielige Design-Iterationen auf ein Minimum.
Dokumentenkontrolle
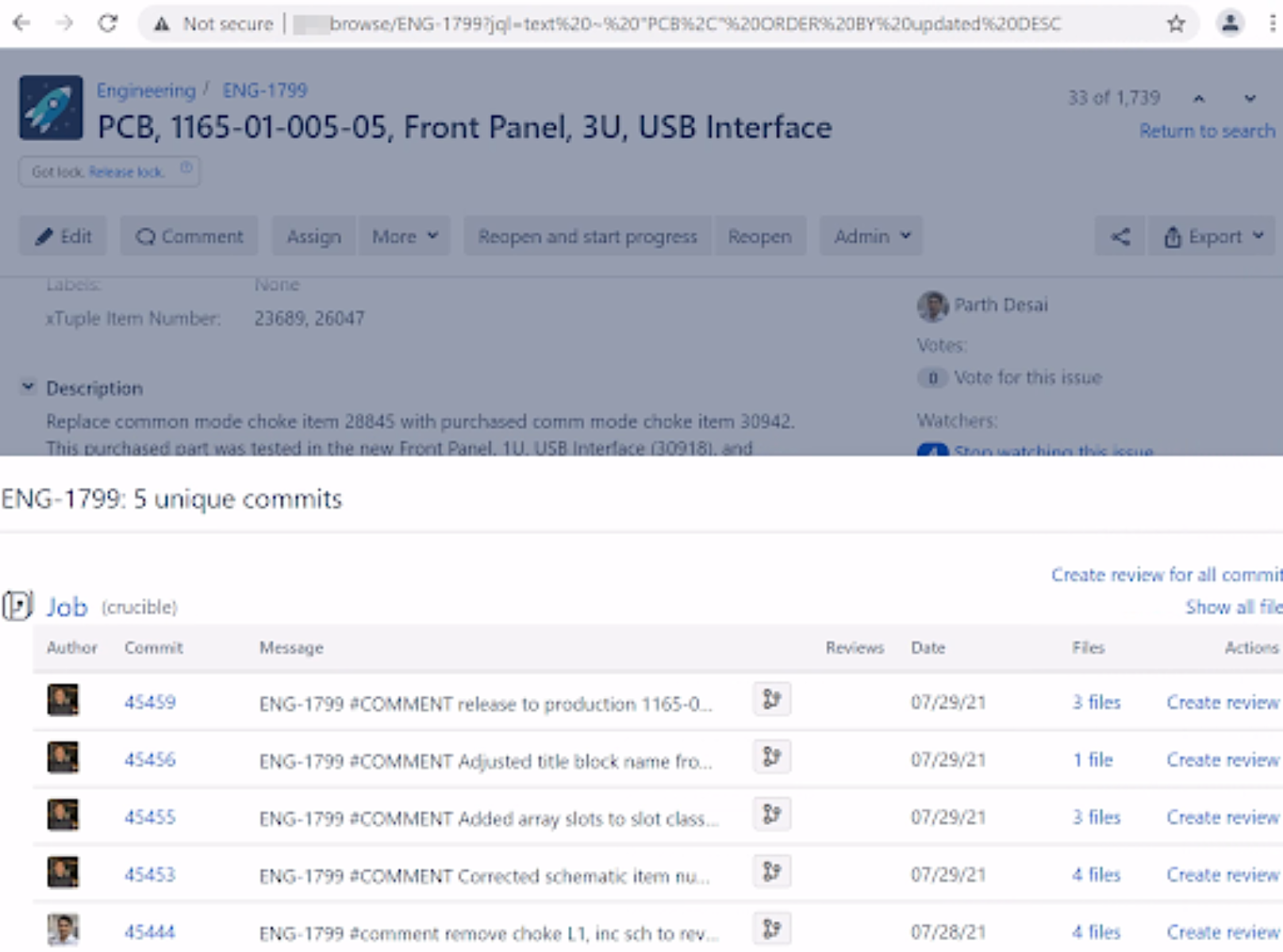
Die meisten Fertigungsabteilungen verlassen sich auf technische Zeichnungen, um Designs in die Realität umzusetzen. Neue Zeichnungen und Änderungen entstehen aus einem Feature, einem Problem oder einer Verbesserung an einem Produkt, gemeldet von der Fertigung, dem Management, dem Vertrieb/Marketing oder einem Kunden in Form eines Tickets. Der dem Ticket zugewiesene Ingenieur recherchiert und gruppiert zusammengehörige Tickets, sodass mehrere Tickets im selben Prototypenlauf gelöst/vorangebracht werden können. Wenn Zeichnungen erstellt oder geändert werden, werden sie in einen Arbeitsordner in einem Dateiversionskontrollsystem übertragen. Jede Änderung wird mit dem ursprünglichen Ticket verknüpft, was eine vollständige historische Aufzeichnung der Dateiänderungen samt Begründungen an einem zentralen Ort bietet, wie in Abb. 9 dargestellt. In einem Versionskontrollsystem wird keine Datei jemals gelöscht, nur autorisierte Personen können Dateien einsehen oder ändern, alle haben zentralen Zugriff, und zwei Ingenieure werden daran gehindert, die Arbeit des anderen zu überschreiben. Ein solches System ist notwendig, wenn man in einer hochgradig kollaborativen Ingenieur-/Fertigungsumgebung arbeitet. Dieselbe Versionskontrolle wird für Schaltpläne, Layouts, mechanische Zeichnungen, Magnetik-Zeichnungen und Quellcode verwendet. Dieses System wird sogar zur Speicherung komplexer Bestückungsrezepte und Roboterprogramme genutzt, sodass Aufträge schnell abgerufen werden können und wiederholbar sind. Das implementierte Ticket-/Versionskontrollsystem des Unternehmens löste einen grundlegenden kulturellen Konflikt zwischen den Welten der Entwicklung und der Fertigung. Ingenieure leben von Veränderung und Verbesserung, während die Fertigung von Qualität und Wiederholbarkeit lebt. Das Ticket liefert der Fertigung die Begründung für Änderungen, während die Versionierung ein Design fixiert und Wiederholbarkeit gewährleistet.
Produktionsdatensätze
Die für das anfängliche Dokumentendesign verantwortlichen Ingenieure sind auch diejenigen, die zuerst neue Datensätze für Komponenten und Stücklisten anlegen. Unternehmen, die Entwicklung, Fertigung und Planung strikt trennen, enden oft mit duplizierten Dokumentationssystemen, die nicht synchronisiert und fehleranfällig sind. Magna-Powers vertikale Integration zusammen mit der zentralisierten Datenhaltung ermöglicht den Datenaustausch zwischen Designtools und Fertigungsanlagen; die Vorteile davon werden in diesem Abschnitt erläutert.
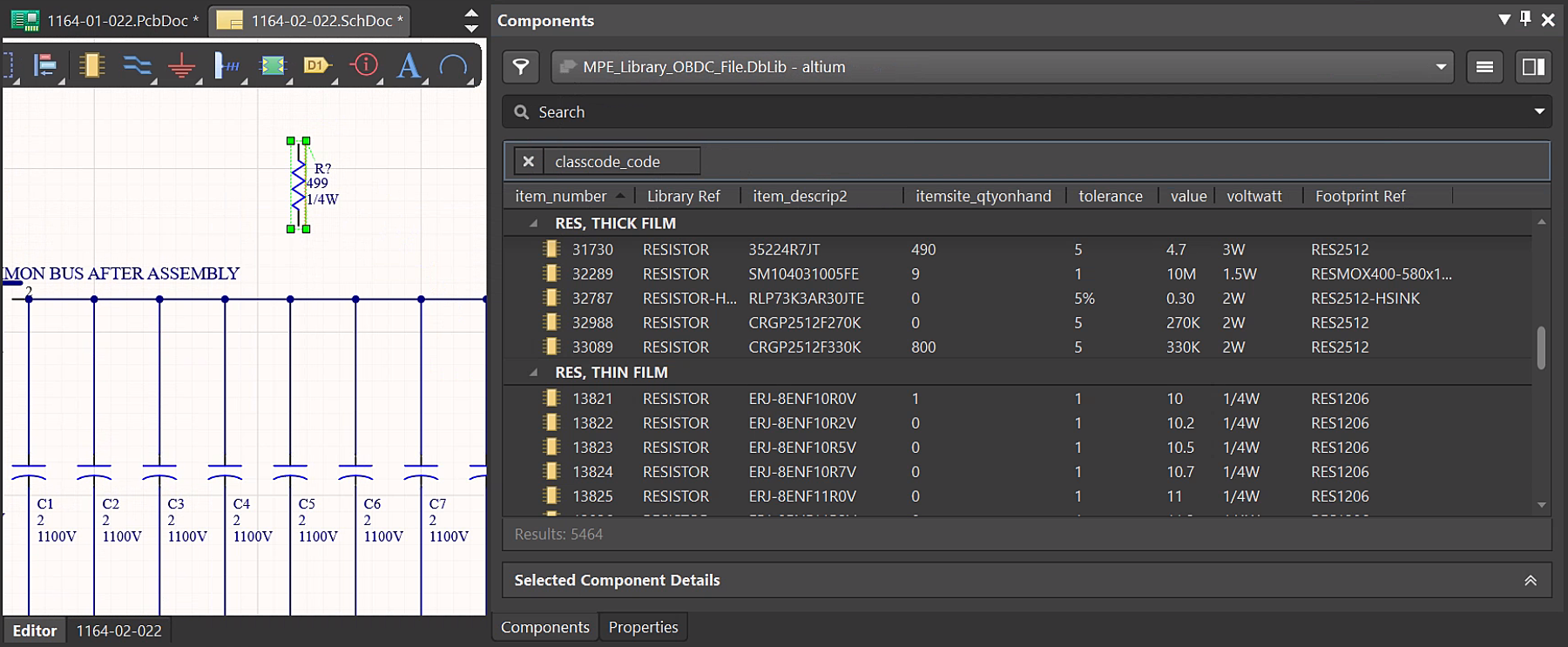
Die wichtigste Strategie, die ein Ingenieur bei der Eingabe neuer Komponenten verfolgen kann, ist, die Eingabe neuer Komponenten so weit wie möglich zu vermeiden. Der Ingenieur sollte vorhandene Komponenten in der Lieferkette verwenden und neue Komponenten nur einführen, wenn es unbedingt notwendig ist. Wird dieser 1%-Widerstand wirklich benötigt, oder genügt ein vorhandener 5%-Widerstand aus dem Lager? Erheblicher Aufwand fließt in die Prüfung von Lieferanten, die Validierung autorisierter Distributoren, Preisverhandlungen, die Festlegung von Nachbestellmengen und die Bestandskontrolle. Auf der Fertigungsseite haben Bestückungsautomaten eine begrenzte Anzahl von Zuführplätzen. Teilekonsolidierung reduziert den Rollenwechsel, was Arbeitsaufwand verringert, und weniger Handhabung senkt die Wahrscheinlichkeit von Bestückungsfehlern. Um die Wiederverwendung von Materialien in neuen Designs zu fördern, hat Magna-Power seine zentrale Datenbank in die Schaltplan- und Layout-Software integriert. Im Schaltplandesign werden nur die aktiven Komponenten zusammen mit aktuellen Lagerbeständen angezeigt, wie in Abb. 10 dargestellt. Das Ziehen eines Bauteils in den Schaltplan fügt den Footprint, das Symbol und rund zehn zugehörige Eigenschaften hinzu – diese Einfachheit fördert die Wiederverwendung vorhandener Komponenten. Eine speziell entwickelte Software wurde programmiert, um einen Schaltplan zurück in die Datenbank zu übertragen. Bei komplizierten Platinen, wie der neuen digitalen Steuerungsplatine des Unternehmens mit über 400 Komponenten, wurde die Stückliste per Knopfdruck in die ERP-Software übernommen.
Im Laufe der Designreife kann die Entwicklung Anpassungen vornehmen, um Probleme zu beheben oder Funktionen zu implementieren, oder die Planung kann Komponenten ersetzen, wenn diese veralten oder schwer zu beschaffen sind. In solchen Situationen treten unweigerlich menschliche Fehler auf: Die Entwicklung vergisst möglicherweise, eine Stückliste zu aktualisieren, oder die Planung versäumt es, die Entwicklung über die Überarbeitung eines Schaltplans zu informieren. Solche Fehler führen dazu, dass Designdokumente nicht mehr mit den Stücklisten übereinstimmen und die Fertigung unsicher ist, welche Version korrekt ist. Um dieses Problem abzufangen, wurde eine spezielle Software entwickelt, die ausgeführt wird, wenn die Leiterplattenabteilung Rezepte für den Bestückungsautomaten erstellt. Die Software vergleicht die Stückliste mit dem Schaltplan/Layout und protokolliert Abweichungen. Die Software gleicht Bauteilbezeichnungen (z. B. R1, C43 usw.), Teilenummern und Komponenteneigenschaften (Werte, Spannung, Leistung, Toleranzen) als abschließende Plausibilitätsprüfung vor dem Produktionsstart ab. Der Abgleich der Komponenteneigenschaften ist besonders wichtig, da der Bestückungsautomat geladene Eigenschaften mit physikalisch gemessenen Widerstands- und Kapazitätswerten vergleicht, um zu überprüfen, ob die richtige Rolle in den Zuführplatz eingelegt wurde, bevor bestückt wird.
Die Versionierung von Datensätzen erfolgt an einigen Schlüsselstellen nach der Freigabe zur Fertigung (RTM). Magna-Power legt eine Revision für ein Dokument (Tag) nach der Erstmusterprüfung (FAI) fest, wenn keine weiteren Änderungen mehr möglich sind. Beispielsweise wird ein Leiterplatten-Layout nach der Rückkehr vom Leiterplattenhersteller getaggt, da Ingenieure häufig nach der Freigabe der Fertigungsdaten noch Korrekturen für den Hersteller vornehmen. Eine ähnliche Philosophie gilt für die Aktivierung von Stücklisten. Wenn die fertiggestellte Baugruppe die Prüfung abgeschlossen hat, führt der Designingenieur eine Nachbesprechung durch. Dieser Ingenieur überprüft das Feedback zu allen Produktionstickets, um eine fundierte Entscheidung treffen zu können. Wenn der Prototypenlauf schlecht verlief, kann der Ingenieur entscheiden, die ausstehende Revision einfach zu deaktivieren, die bestehende beizubehalten und es mit einer neuen ausstehenden Revision erneut zu versuchen. Sorgfalt und Überlegung sind nötig, da die Aktivierung einer Stückliste oder Leiterplatte den Weg für die Serienfertigung und den Einkauf großer Materialmengen freimacht.
Das Ticketsystem bietet einen klaren Dokumentationspfad, wenn es mehrere Prozesse und Abteilungen durchläuft. Die Nachbesprechung gibt dem Ingenieur vor dem Abschließen eines Tickets Zeit, zu überprüfen und zu bestätigen, dass das Problem tatsächlich gelöst wurde, Verbesserungspotenziale zu identifizieren und neue Tickets für den nächsten Designzyklus zu erstellen. Der Erfolg des Workflows hängt stark von der Sorgfalt der Abteilungen bei der Meldung von Problemen über Tickets und dem aktiven Engagement der Ingenieure im Produktionsprozess ab.
Firmware- und Software-Versionskontrolle
Die von Magna-Power für Hardware beschriebenen Workflows, Versionierungen und Tools wurden aus Verfahren übernommen, die häufiger in der Softwareentwicklung zu finden sind. Softwareentwickler haben das Problem der Verwaltung mehrerer digitaler Dateien unter mehreren Personen schon lange gelöst. Diese Entwickler haben auch gelernt, große Programme in kleinere Komponenten aufzuteilen, diese zu kompilieren, zu validieren und stabile Revisionen zu taggen/versionieren. Diese Praktiken, angewandt auf ein gesamtes elektronisches Produkt, erreichen ein noch höheres Maß an Komplexität.
Magna-Powers neueste digitale Plattform verfügt über separate Codebasen für Firmware und Bootloader (bestehend aus fünf verschiedenen Prozessoren und zehn Codeprojekten), Programme für die Computersteuerung, automatisierte Tests, LabVIEW-Treiber und sogar Dokumentation. Die Quelle der Komplexität liegt darin, dass Softwareprojekte Abhängigkeiten untereinander und zur Hardware haben. Sowohl Software als auch Hardware werden kontinuierlich verbessert, um Kundenbedürfnisse zu erfüllen. Beispiele für Komplexitäten, die aus dieser kontinuierlichen Verbesserung entstehen, sind:
- eine bestimmte Leiterplattenrevision wird für die neueste Stücklistenrevision benötigt;
- neue Firmware-Funktionen, die möglicherweise nur für einen bestimmten Bereich von Stücklistenrevisionen verfügbar sind;
- Prozessoren, die nur miteinander kommunizieren können, wenn sie dieselbe Firmware-Version verwenden;
- ein Computer, der nur mit der Firmware kommunizieren kann, wenn beide dieselbe Kommunikationsprotokollversion verwenden;
- persistenter Speicher im EEPROM, der sich an Firmware-Änderungen anpassen muss, wenn gespeicherte Einstellungen für Funktionen hinzugefügt, geändert und entfernt werden.
Magna-Power hat sich entschieden, diese Komplexitäten durch einen ausgeklügelten, eigenentwickelten Continuous-Integration-Server (CIS) zu bewältigen, der darauf ausgelegt ist, Codeänderungen zu erkennen und dann Software zu kompilieren, zu testen, zu verschlüsseln, zu paketieren, zu taggen und sowohl intern als auch für Kunden bereitzustellen. Der CIS verbirgt diese wachsende Komplexität vor der Entwicklung und der Fertigung, sodass sich das Personal auf Entwicklung/Produktion konzentrieren kann und nicht auf Rückwärts-/Vorwärtskompatibilität oder Tooling-Herausforderungen. Dieser CIS-Server in Kombination mit zustandsbasiertem Modelldesign hat es ermöglicht, dass eine einzige Firmware-Entwicklung mit Netzgeräten, elektronischen Lasten und anderen Spezialprodukten funktioniert, während Kunden jederzeit die Firmware über das Internet aktualisieren können. Als Ersatz gelieferte Platinen aktualisieren sich automatisch, indem sie Dateien von der Hauptplatine flashen, und Produkt-zu-Produkt-Verbindungen (Master/Slave) können produktübergreifende Firmware-Updates auslösen; bisher bildeten bis zu siebenunddreißig Prozessoren ein Netzwerk und aktualisierten ihre verschiedenen Firmwares.
Elektronische und mechanische Integration
Eine elektronische Baugruppe kann aus mehreren Leiterplattenbaugruppen, Metallbaugruppen (Abstandshalter und Einsätze), Kunststoffteilen, Gummiteilen und magnetischen Komponenten bestehen. Das Design und die Konstruktion der Baugruppe umfassen mehrere Ingenieurteams und Fertigungsabteilungen. Vertikale Integration bietet die Agilität, um Prototypenzyklen drastisch zu verkürzen, schnelle Änderungen zu kommunizieren, Fertigungsprobleme mitten im Zyklus sichtbar zu machen und die Gesamtqualität der Produkte zu verbessern.
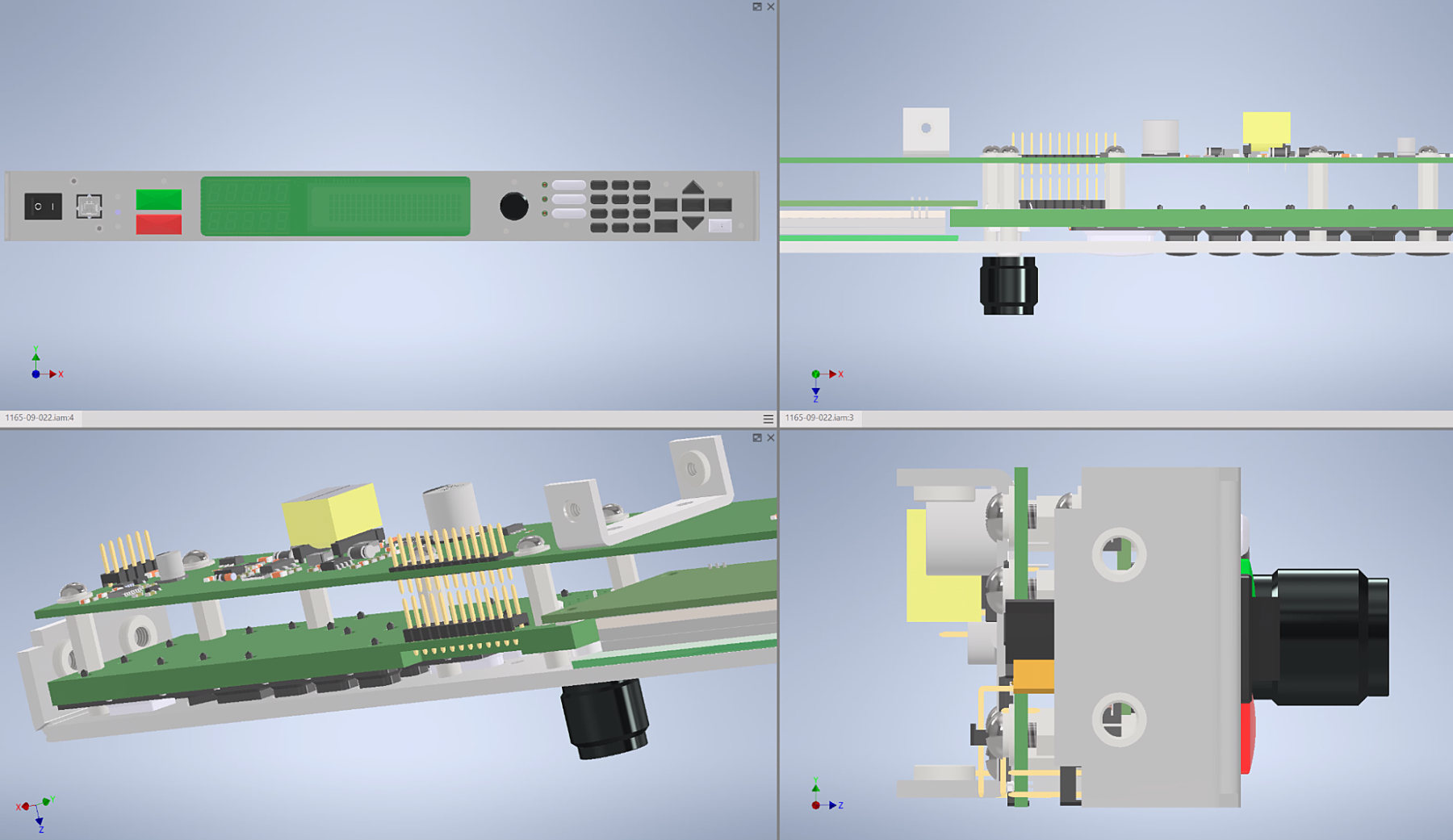
Parametrische Modellierung ist das neueste Werkzeug bei Magna-Power, um die mechanische Passform elektronischer Baugruppen vor dem physischen Aufbau zu überprüfen. Jeder Prototypenzyklus ist kostspielig in Bezug auf Zeit, Material, Werkzeuge und Opportunitätskosten – die Motivation ist hoch, bei jedem Durchlauf so viel wie möglich richtig zu machen. Ein Beispiel für effektive parametrische Modellierung war das neue digitale Frontpanel von Magna-Power, dargestellt in Abb. 11. Das Design erforderte die Schichtung mehrerer Leiterplatten, um ein VFD-Display, Tastaturen, Lichtleiter, Drehgeber und zehn Sieben-Segment-LEDs auf nur 4,4 cm Bauhöhe unterzubringen. Die Elektronik, Firmware und Metallteile wurden von mehreren internen Teams entworfen, zusammen mit einigen externen Partnern für Tastaturen, Lexan und Tampondruckpads. Für dieses Design definierte das Elektronikteam 3D-Körper für alle Komponenten, sodass eine genaue 3D-Darstellung in die Modellierungssoftware importiert werden konnte. Das Mechanikteam nutzte die Leiterplatten, um Montagepunkte festzulegen, Abstandshalter hinzuzufügen und Öffnungen für die Gummitastaturen zu erstellen. Das Elektronikteam erhielt eine Frontpanel-Zeichnung, die in die Layout-Software importiert wurde, um die Kontaktpositionen für die Kohlenstoffpads festzulegen. Dieser iterative Prozess verdeutlicht die erforderliche Kommunikation zwischen den Teams und den Datenaustausch zwischen den Softwaresystemen. Bei diesem Projekt wurden die meisten Designfehler vor dem Produktionsbeginn entdeckt. Einige Fehler gelangten dennoch durch, wie das Vernachlässigen der Schichtdicke der Pulverbeschichtung an den Tastaturöffnungen. Da jedoch die Stanzpresse und die Pulverbeschichtungsanlage im eigenen Haus standen, waren schnelle Korrekturen möglich, wodurch unvorhergesehene Fehler beherrschbarer wurden. Der Hauptengpass des Projekts war die einzige ausgelagerte Komponente: die Tastatur.
Fazit
Designkonsistenz ist ein Schlüsselprinzip, das sich durch die gesamte Geschichte von Magna-Power zieht. Mit zunehmender Erfahrung wird diese Konsistenz für einen Ingenieur zur Intuition. Diese Agilität ist entscheidend für den Erfolg des Unternehmens und ermöglicht es, mit einem relativ kleinen Team ein extrem breites Produktangebot zu unterstützen. Während die Designkonsistenz konstant geblieben ist, haben sich die Strategien zur Umsetzung dieses Prinzips mit dem Wachstum des Unternehmens weiterentwickelt (und entwickeln sich weiter). Es wurden softwarebasierte Tools vorgestellt, die Einschränkungen im Designprozess durchsetzen, Komponenten- und Regelbibliotheken gemeinsam nutzen, Prototypen-Workflows validieren und automatisierte Abgleiche der Produktionsdatensätze mit Designdateien durchführen. Designs müssen auch Prozesse, Anlagenbeschränkungen und Normen berücksichtigen, wie anhand der Erfahrungen von Magna-Power mit vielen Leiterplattenherstellern beschrieben wurde, wobei die unternehmenseigenen internen Produktionsprozesse und mehrere wichtige Leiterplatten-Designstrategien spezifiziert wurden.
Über die Autoren
Grant Pitel ([email protected]) ist Chief Technology Officer bei Magna-Power Electronics, Flemington, NJ, USA. Er erwarb seine M.S.- und Ph.D.-Abschlüsse in Elektro- und Computertechnik an der University of Illinois Urbana-Champaign, IL, USA.
Adam Pitel ([email protected]) ist Chief Executive Officer bei Magna-Power Electronics, Flemington, NJ, USA. Er erwarb den M.Eng-Abschluss an der Princeton University, NJ, USA.
Referenzen
[1] "IPC-2221B", Generic Standard for Printed Board Design, November 2012.
[2] "IPC-A-610H", Acceptability of Electronic Assemblies, September 2020.
[3] "IEC 60947-1:2020", Low-voltage switchgear and control gear - Part 1: General rules, April 2020.
[4] J. Maxwell and E. Lemus, "Arc Season and Board Design Observations" presented at the Capacitor and Resistor Technology Symposium, Orlando, FL, USA, 2006.