



Conception de matériel électronique de puissance pour la fabricabilité
Cet article a été rédigé par Magna-Power Electronics et a été initialement publié en couverture du numéro Q4 2021 du IEEE Power Electronics Magazine. DOI : 10.1109/MPEL.2021.3123832
Avec une petite équipe diversifiée d'ingénieurs, Magna-Power Electronics peut proposer plus de 250 000 configurations différentes d'alimentations programmables et de charges électroniques, couvrant des niveaux de courant jusqu'à 10 000 Adc, des niveaux de tension jusqu'à 10 000 Vdc et des niveaux de puissance jusqu'à 3 000 kW. Cet exploit est rendu possible grâce à des équipes d'ingénierie et de fabrication étroitement intégrées, en minimisant la main-d'œuvre et en maximisant l'automatisation, et en imposant la cohérence comme principe fondamental dans toutes les conceptions. Cet article présente plusieurs stratégies au sein du processus de conception en électronique de puissance que l'entreprise a perfectionnées au cours de ses 40 ans d'histoire, notamment la conception de circuits imprimés (PCB) et la sélection des fournisseurs, les contrôles de prototypes et de conception, ainsi que l'intégration électromécanique. Bien que Magna-Power ait presque entièrement internalisé ses opérations de fabrication sous un même toit, les stratégies présentées peuvent également être mises en œuvre grâce à des relations étroites avec les fournisseurs et une compréhension des contraintes des différents procédés et équipements de production.
Conception de circuits imprimés
La fabrication de PCB est l'un des rares composants de fabrication que l'entreprise externalise. C'est également le composant le plus complexe à spécifier, réviser et gérer en inventaire. Communiquer correctement les exigences de conception au fabricant de PCB, tout en respectant ses contraintes de fabrication individuelles, permet aux conceptions d'être interchangeables entre fabricants ; un tel processus a été affiné au fil de nombreuses années d'expérimentation avec différents fournisseurs. La prise en charge de plusieurs gammes de produits nécessite le maintien d'un pool de fabricants aux spécialités différentes. Certains excellent dans le pas fin et les couches multiples, d'autres se spécialisent dans le cuivre à fort grammage et/ou la fibre de verre résistante aux hautes températures, et certains dans les prototypes rapides fonctionnant 24 heures sur 24, 7 jours sur 7. Des fabricants multiples issus de différentes régions ont considérablement renforcé la résilience de notre chaîne d'approvisionnement, ce qui est avantageux lorsqu'un pays ferme pour les vacances, et récemment en raison du COVID-19.
Les deux sections suivantes explorent les considérations de fabrication pour la conception et la fabrication de circuits à haute tension et à fort courant. Chaque considération est présentée suivie d'images illustrant les conséquences réelles lorsqu'elle est ignorée.
Circuits imprimés à fort courant
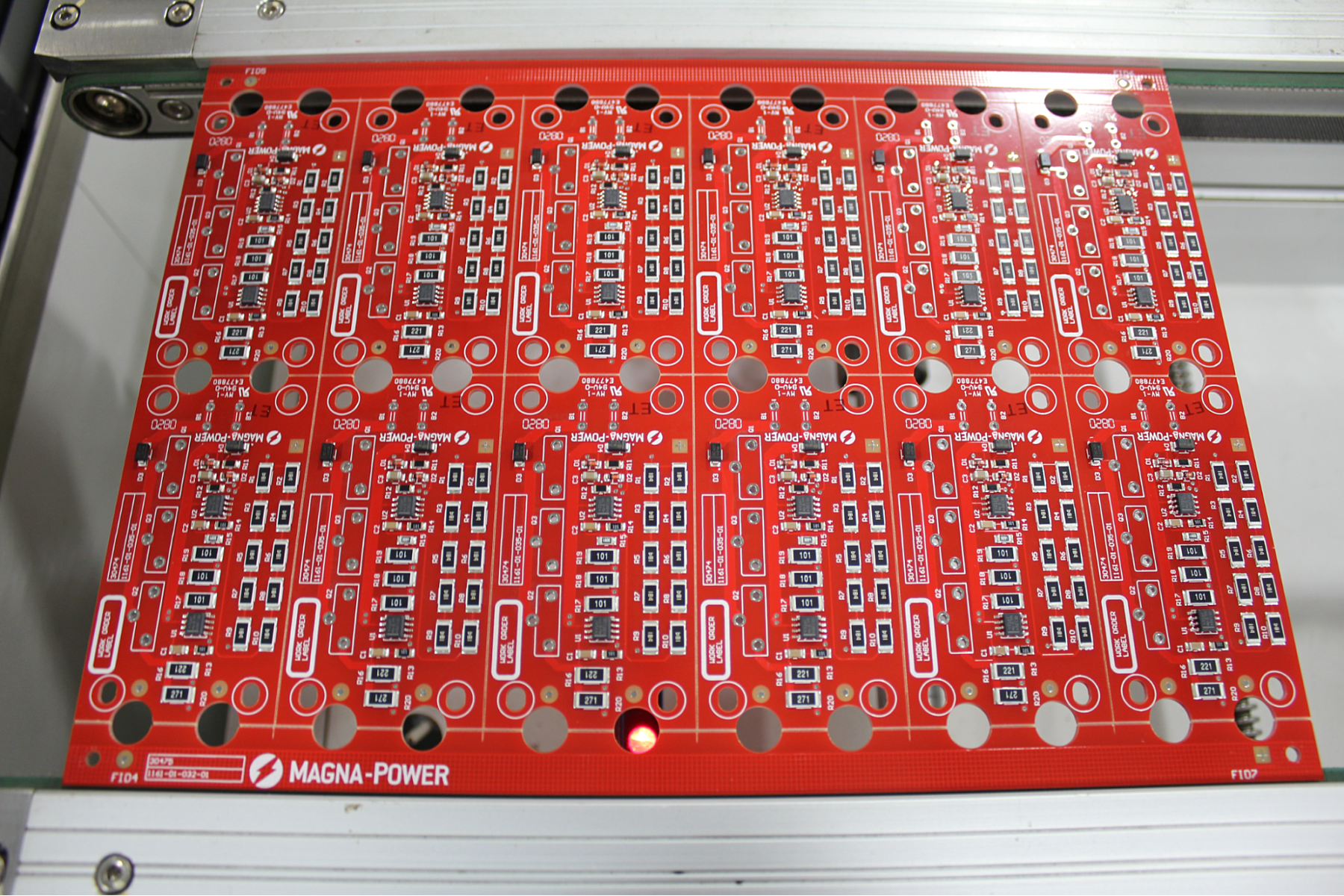
Le courant qu'un PCB peut supporter est déterminé par l'épaisseur du cuivre, spécifiée en onces, et le nombre de conducteurs, spécifié en couches. Travailler avec du cuivre épais (fort grammage) sur FR4 introduit des défis tant du côté de la fabrication du circuit que de l'assemblage, principalement liés aux limitations chimiques et des équipements. Le cuivre épais (qui pour Magna-Power correspond à 4 oz ou plus) est plus difficile à graver à l'acide, et le fabricant de PCB aura des tolérances plus larges et des recommandations de conception alternatives. Par exemple, l'un de nos fabricants recommande une largeur de piste minimale de 5 mils pour du cuivre 1 oz. Cette recommandation passe à 15 mils pour du cuivre 4 oz. Une piste plus large limite la sélection de circuits intégrés numériques pouvant être installés sur une carte. L'informatique mobile a poussé les puces à devenir plus petites, réduisant le pas des boîtiers de CI, dont les broches sont souvent trop rapprochées pour le routage de pistes sur les cartes de puissance. La solution à ce problème consiste à regrouper les circuits logiques et de commande sur un PCB à faible grammage de cuivre qui s'accouple avec des PCB à fort grammage, comme illustré en Fig. 1.
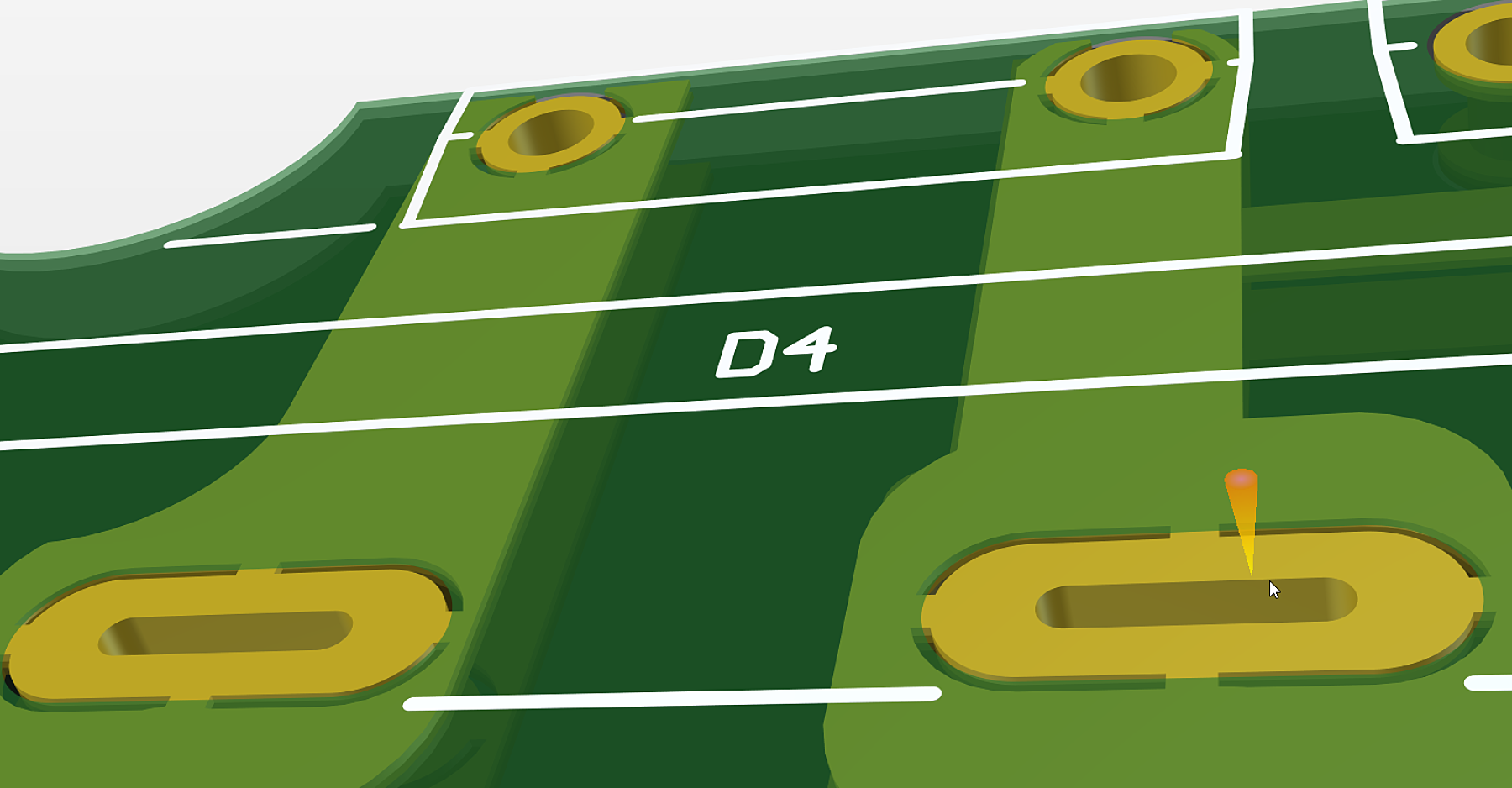
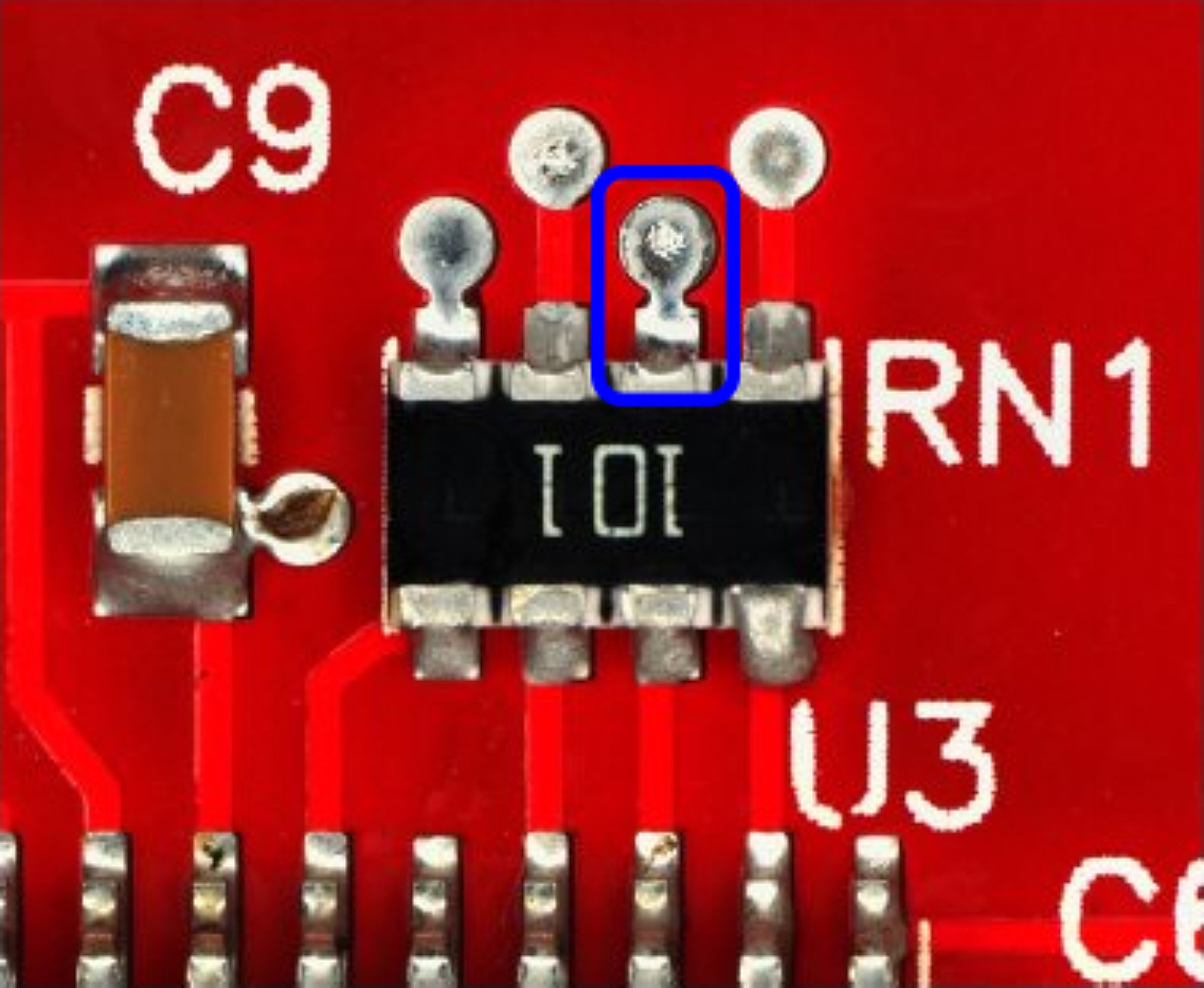
Le cuivre est un excellent conducteur électrique et thermique. Cette dernière propriété est indésirable pour la fabrication car elle dissipe la chaleur des joints, abaissant la température en dessous du seuil nécessaire pour faire fondre complètement la soudure. Les reliefs thermiques, comme illustré en Fig. 2, sont recommandés pour toute connexion entre un plan de cuivre et un pad afin de faciliter la soudure en production. Les pads de PCB à fort courant uniques (bornes, languettes de bus, etc.) doivent être divisés en plusieurs connexions parallèles. Cela produit le même courant de sortie tout en augmentant la conductance thermique de chaque joint, ce qui facilite la soudure, comme illustré en Fig. 3. Étant donné que la plupart des assemblages traversants passent dans une machine de soudure à la vague, où les joints sont soudés simultanément, les connexions supplémentaires n'ont aucun impact sur la main-d'œuvre et rendent toute retouche au fer à souder plus efficace.

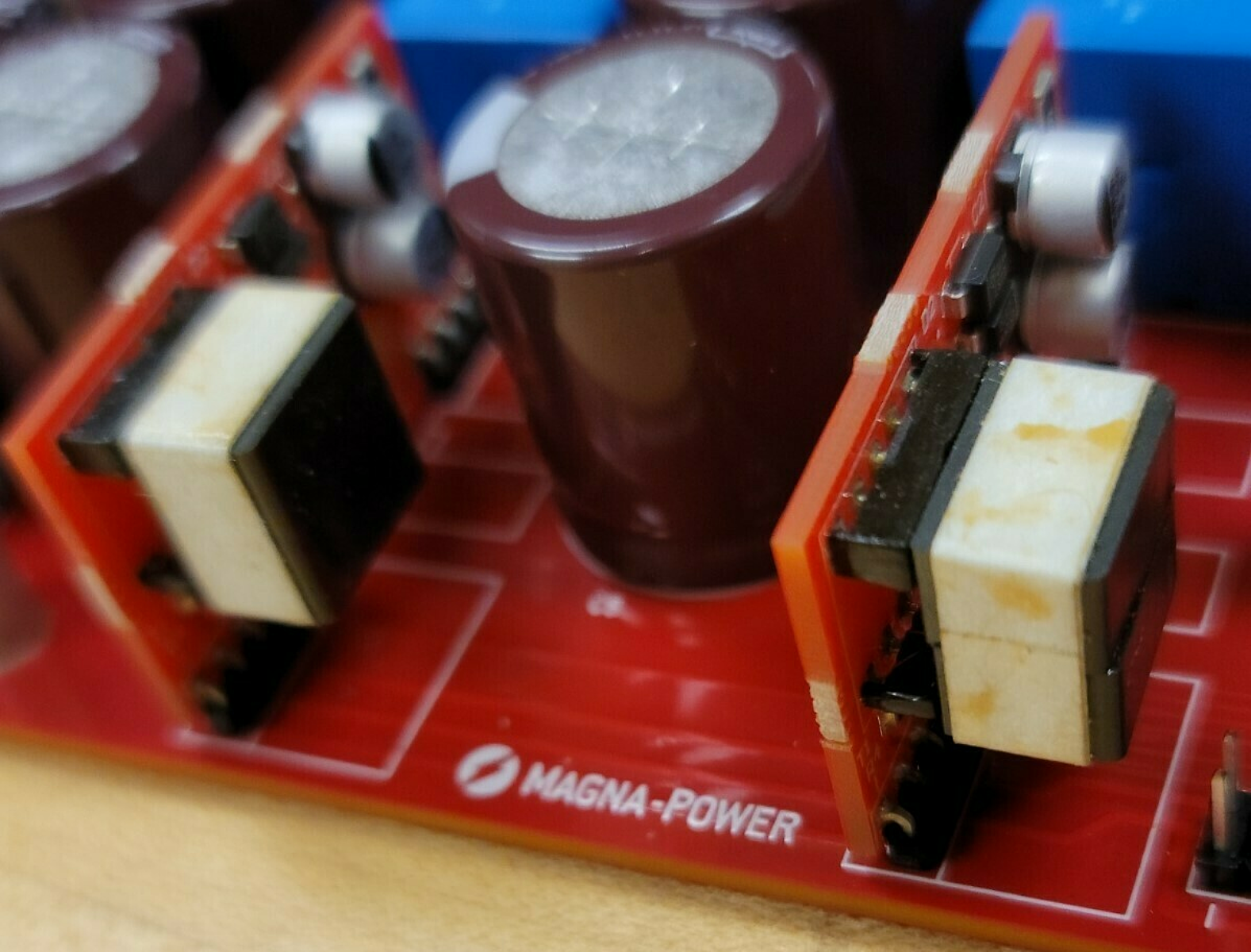
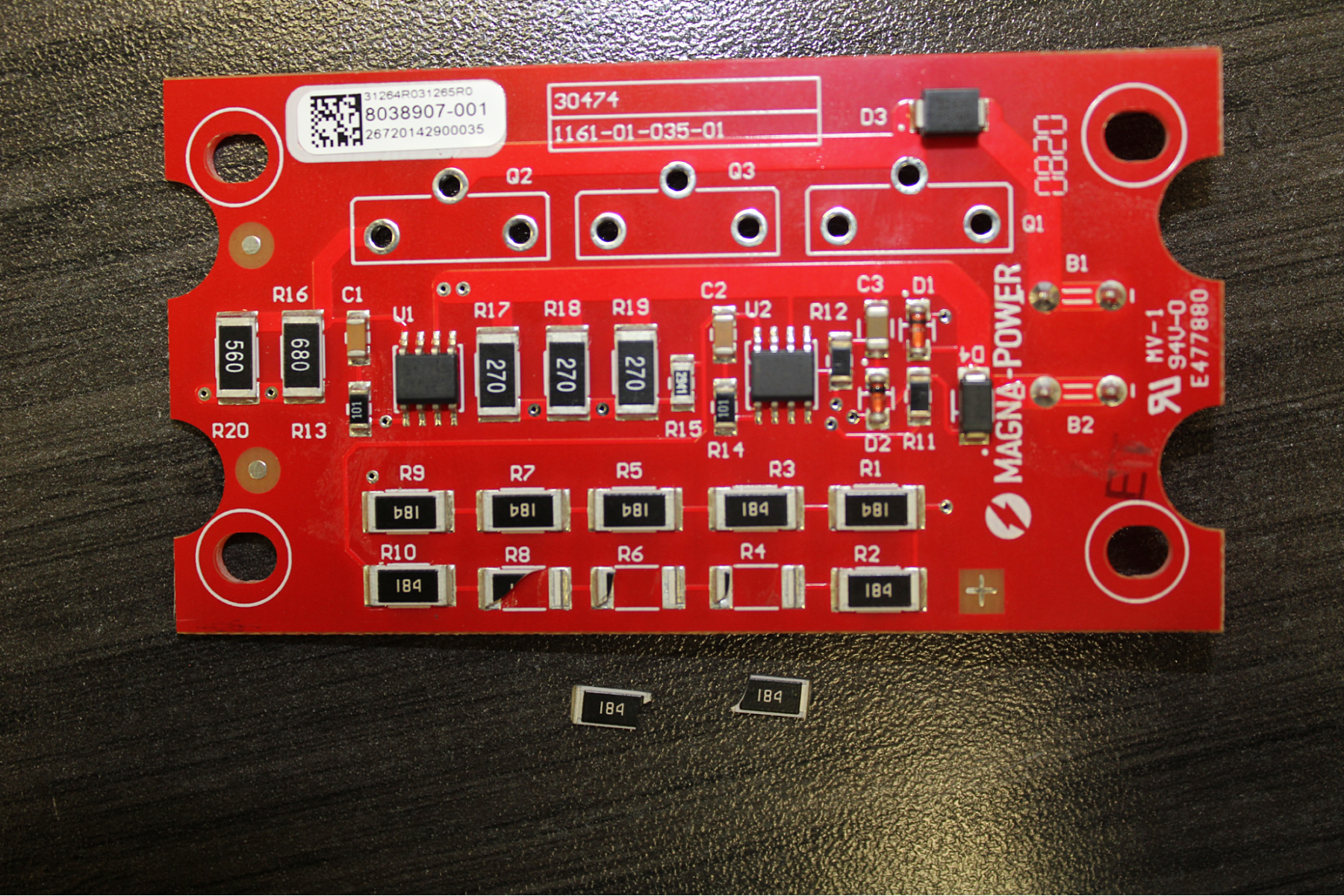
La plupart des PCB de Magna-Power conservent une épaisseur de 62 mils, qui correspond à l'empilement de couches standard dans l'industrie. Pour les PCB à fort courant, chaque couche de cuivre fait 5,6 mils, donc lorsque plusieurs couches sont nécessaires, l'épaisseur du noyau est augmentée pour maintenir la rigidité de l'assemblage final. Sur un PCB 4 oz, 4 couches, les conceptions de Magna-Power utilisent un noyau diélectrique de 59 mils et un empilement total de 92 mils. L'épaisseur du noyau maintient la carte à plat sur la machine de placement, permettant un positionnement plus précis des composants, et empêche le gauchissement causé par la chaleur dans le four à vague ou à refusion. La flexion du PCB causée par la manipulation générale ou l'insertion de composants lourds (transformateurs, dissipateurs thermiques) peut provoquer la fissuration des résistances et condensateurs montés en surface. Placer les composants trop près du bord de la carte est une erreur de conception courante qui est rapidement identifiée dans le processus de production ; la pression appliquée par une scie de détourage fait suffisamment fléchir les PCB pour fissurer les condensateurs MLCC fragiles, et même les résistances à couche épaisse, comme illustré en Fig. 4.
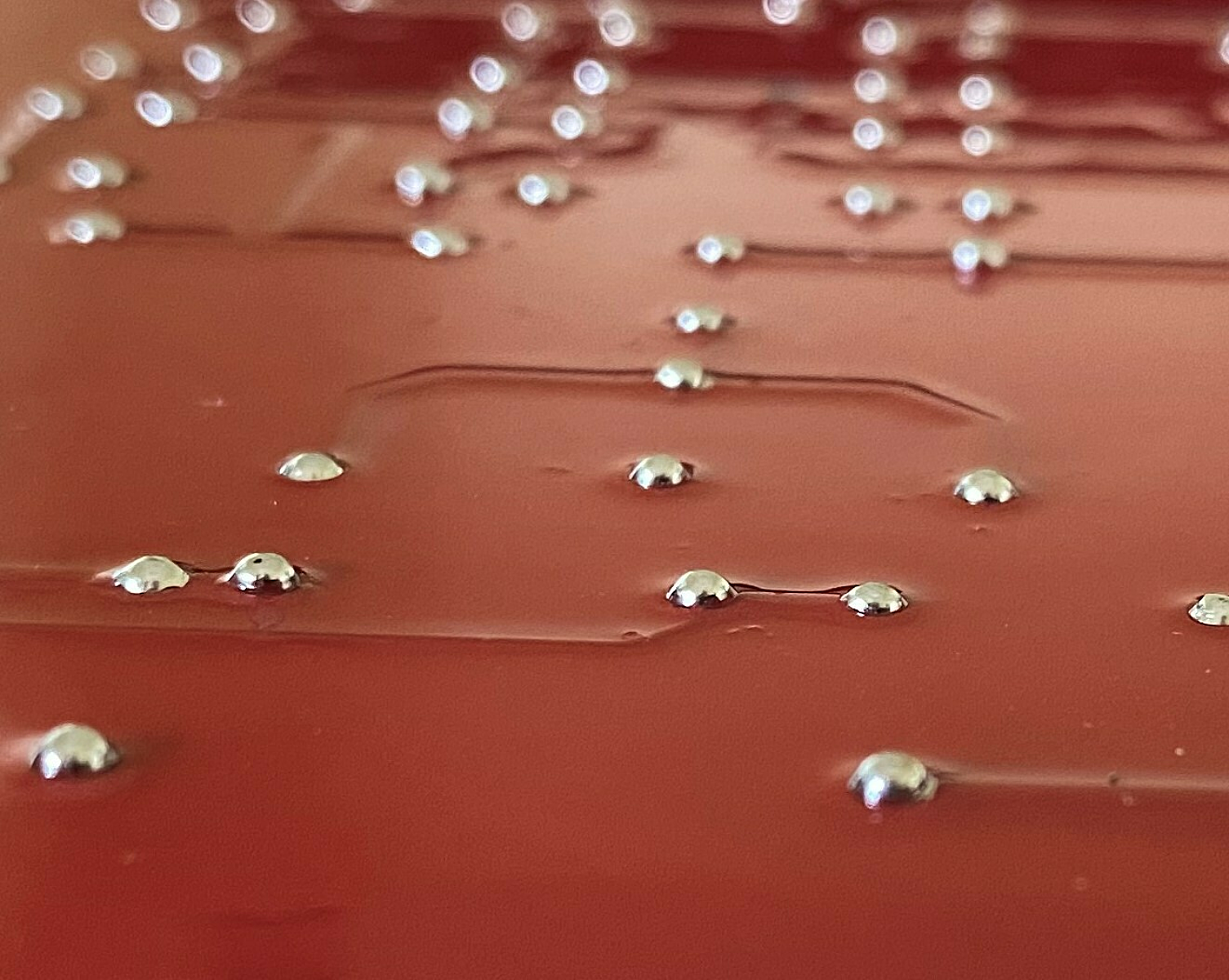
Il convient d'intérioriser les limitations de fabrication du fabricant de PCB, qui varient selon les grammages de cuivre proposés. Une contrainte critique et non évidente est le liseré de soudure minimal, qui décrit la résolution d'impression du masque de soudure. Par exemple, un fabricant de PCB spécifie 8,5 mils de masque pour du cuivre 1 oz et 11,5 mils pour du 4 oz. Notre fournisseur de longue date a expliqué que le cuivre épais surélève davantage la surface, ce qui pose des problèmes dans le processus de masquage, qui s'attend à une surface plane. Plusieurs passages sur l'écran de masque de soudure peuvent être nécessaires pour recouvrir entièrement la surface supérieure et remplir les crêtes entre le cuivre et le diélectrique, ce qui augmente également la tolérance requise. Les fabricants de PCB suppriment souvent automatiquement le masque de soudure lorsque l'espacement est trop faible, entraînant des défauts de soudure. Sans masque, les pads du même nœud se rejoignent comme illustré en Fig. 5, et les vias peuvent aspirer la soudure d'une puce montée, privant les broches de soudure, entraînant des défauts de soudure [1] comme illustré en Fig. 6.
Circuits imprimés haute tension
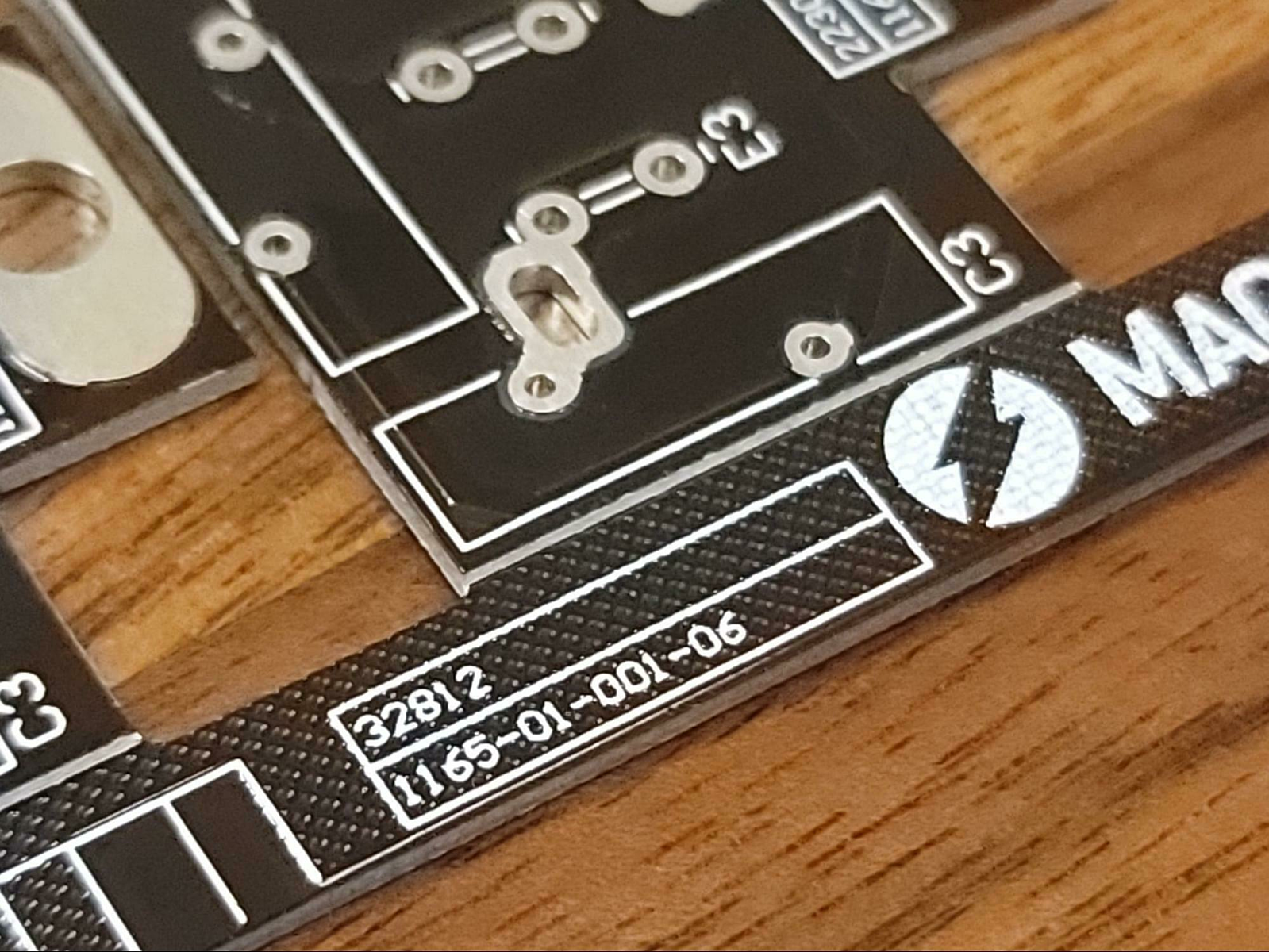
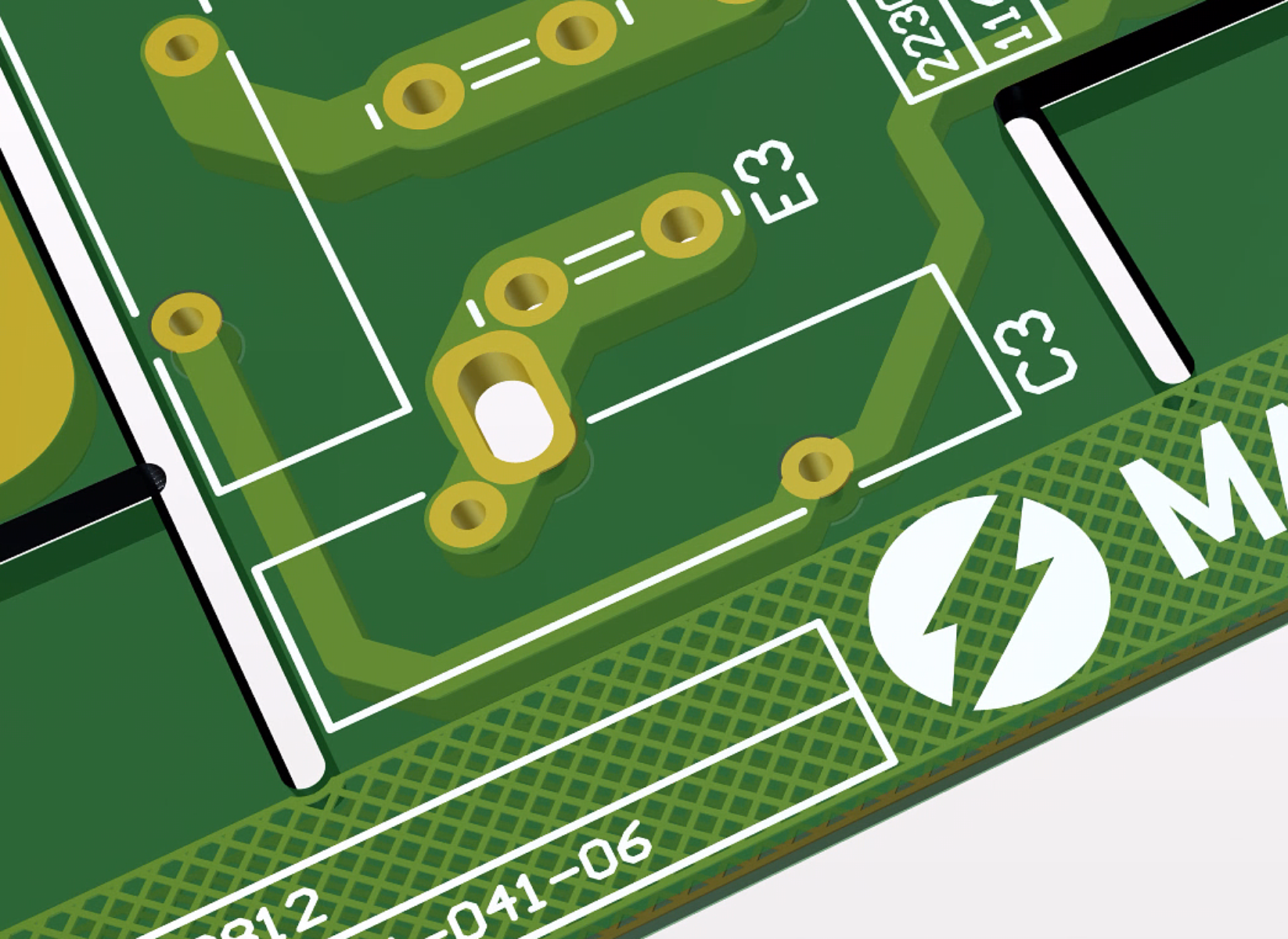
De nombreuses contraintes spécifiques aux équipements doivent être prises en compte dans la conception de PCB à fort courant. Pour la conception de PCB haute tension, ces contraintes sont principalement électriques. Le suivi des contraintes selon les grammages de cuivre et les fabricants serait fastidieux et sujet à l'erreur humaine s'il était effectué manuellement. Les règles de conception au sein des logiciels de CAO de PCB sont largement utilisées chez Magna-Power pour documenter et appliquer automatiquement des contraintes complexes et variées, en temps réel. Les défauts découverts dans une conception de PCB sont stockés de manière permanente, versionnés et appliqués soit dans une règle de conception pour le projet, soit universellement via une bibliothèque de règles de conception, soit à l'aide d'une empreinte de bibliothèque maîtresse. En stockant les défauts de cette manière, une découverte est partagée avec toute l'équipe d'ingénierie et ne se répète pas dans les projets futurs. Les deux principales règles de conception pour les PCB haute tension sont la distance d'isolement dans l'air (clearance) et la ligne de fuite (creepage). Les nets à potentiel élevé et faible sont identifiés et regroupés, et les règles de distance entre eux sont définies en fonction de la tension dans le pire des cas et des recommandations de l'IPC-2221 [2]. L'avantage de la conception basée sur des règles est que les plans de cuivre s'ajustent automatiquement pour satisfaire les règles de conception tout en fournissant le maximum de cuivre autorisé dans chaque zone. Un condensateur céramique routé avec contraintes sur notre assemblage de sortie haute tension est illustré en Fig. 7. Dans cet exemple, la ligne de fuite a une priorité plus élevée que la distance d'isolement, de sorte que le vérificateur de règles de conception approuvera la conception malgré le non-respect de la distance d'isolement. De plus, notez comment la règle de distance d'isolement sculpte précisément le cuivre dans les zones à potentiel élevé.

Les distances de lignes de fuite sélectionnées dépendent également du processus de production mis en œuvre. La norme IEC 60947-1 [3] montre que les polluants de surface et les matériaux diélectriques réduisent la ligne de fuite, ce qui, pour les alimentations, se traduit par une densité de puissance plus faible. Le fraisage de fentes dans le diélectrique, comme illustré en Fig. 7, a été démontré expérimentalement dans [4] comme augmentant la tension de claquage de 20 %. Tous les produits Magna-Power sont des équipements standardisés, de précision, montés en rack, fonctionnant dans un environnement de laboratoire raisonnablement propre (degré de pollution 2), et conçus en conséquence. L'espacement des étages d'entrée est dimensionné pour 1,2 kV dans le pire des cas (480 V sur source triphasée). L'espacement de l'étage de sortie est défini par la tension de sortie continue nominale. À l'extrême, pour les alimentations Magna-Power de la série XR (plages allant jusqu'à 10 kVdc en sortie), les PCB de la section de sortie sont tous lavés après production pour prévenir les arcs. La plupart des autres assemblages basse tension utilisent un procédé sans nettoyage, qui demande moins de main-d'œuvre, au prix de résidus de flux (polluants). Les assemblages haute tension doivent également éviter les arêtes vives, qui peuvent devenir des points d'amorçage d'arc. Les arêtes peuvent être évitées en imposant des règles de conception à angles aigus dans le logiciel, en routant avec des traces et des remplissages arrondis, et en coupant à ras les broches des composants traversants, comme illustré en Fig. 8. Malgré toutes ces règles de conception et précautions de production, des débris peuvent encore contaminer involontairement les zones haute tension (par ex., copeaux métalliques provenant d'un ébavurage insuffisant). Par conséquent, tous les produits de 1 kV et plus sont soumis à un test diélectrique avant le début de tout essai en usine.
Gestion des prototypes pour la fabrication interne
Le suivi et la gestion efficaces des prototypes parallèlement aux ordres de fabrication en production constituent un défi de longue date chez Magna-Power, nécessitant de nombreuses itérations dans la logique métier et la tenue des registres. L'objectif est de traiter un travail de prototype comme n'importe quel travail standard et de lui faire suivre les procédures de production standard. Exposer les nouvelles conceptions à autant de processus que possible révélera les défauts électriques ainsi que les défauts de fabrication, ce qui constitue un avantage clé de l'internalisation. La mise en place d'une petite série de production/prototype nécessite un travail préalable de tenue de registres : tous les composants doivent être saisis dans la base de données, la nomenclature (BOM) complétée, les bons de commande signés, les ordres de fabrication (WO) émis et les kits préparés. La détection des erreurs de saisie, bien que peu glamour, est une tâche tout aussi importante. Attendre la production en série pour découvrir ces erreurs peut devenir une erreur très coûteuse. Cette section décrit l'approche de Magna-Power en matière de tenue de registres et de gestion des versions nécessaires pour que la fabrication puisse lire une conception, ainsi que les outils logiciels personnalisés développés pour faciliter la saisie et la validation des enregistrements, et enfin les rétrospectives d'ingénierie en post-production — le tout permettant de minimiser les itérations de conception coûteuses.
Contrôle documentaire
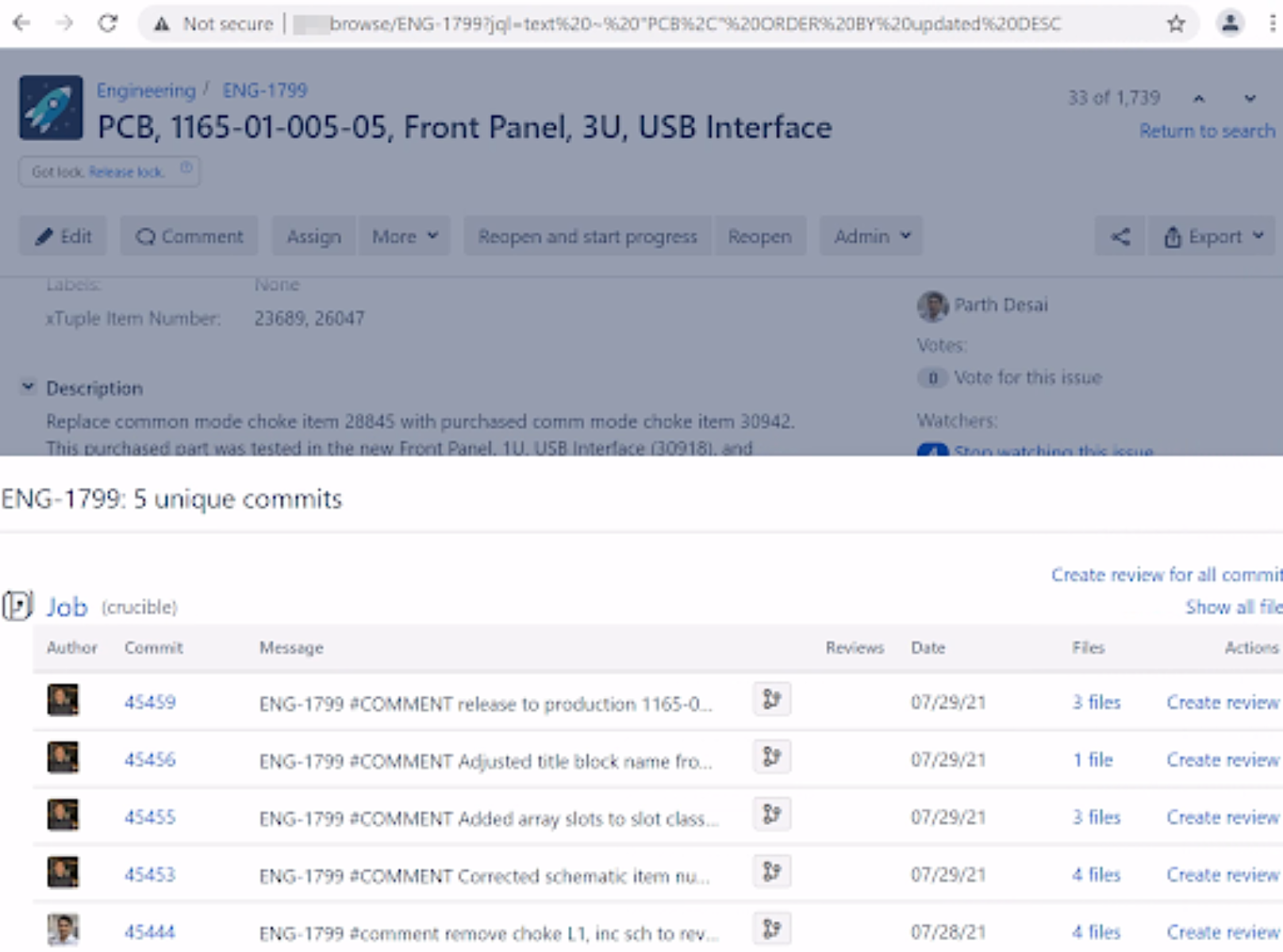
La plupart des départements de production s'appuient sur les dessins techniques pour concrétiser les conceptions. Les nouveaux dessins et modifications proviennent d'une fonctionnalité, d'un problème ou d'une amélioration d'un produit, signalés par la production, la direction, le service commercial/marketing ou un client sous forme de ticket. L'ingénieur affecté à ce ticket recherchera et regroupera les tickets connexes afin que plusieurs tickets puissent être résolus/avancés lors de la même série de prototypes. Lorsque les dessins sont créés ou modifiés pour la première fois, ils sont validés dans un dossier de travail au sein d'un système de contrôle de versions de fichiers. Chaque modification est liée au ticket d'origine, fournissant un historique complet des modifications de fichiers accompagné de justifications, le tout en un seul endroit, comme illustré en Fig. 9. Dans un système de contrôle de versions, aucun fichier n'est jamais supprimé, seules les personnes autorisées peuvent consulter ou modifier les fichiers, chacun dispose d'un accès centralisé, et deux ingénieurs ne peuvent pas écraser le travail de l'autre. Un tel système est nécessaire dans un environnement d'ingénierie/fabrication hautement collaboratif. Le même contrôle de versions est utilisé pour les schémas, les circuits imprimés, les dessins mécaniques, les dessins de composants magnétiques et le code source. Ce système est même utilisé pour stocker les recettes complexes de placement automatique et les programmes de machines robotisées, afin que les travaux puissent être rappelés rapidement et soient reproductibles. Le système de tickets/contrôle de versions mis en place par l'entreprise a résolu un conflit culturel majeur entre les mondes de l'ingénierie et de la production. Les ingénieurs prospèrent grâce au changement et à l'amélioration, tandis que les fabricants prospèrent grâce à la qualité et à la reproductibilité. Le ticket fournit à la production la justification du changement, tandis que le versionnage verrouille une conception et garantit la reproductibilité.
Registres de production
Les ingénieurs responsables de la conception initiale des documents sont également ceux qui créent en premier les nouveaux enregistrements pour les composants et les nomenclatures. Les entreprises qui séparent clairement l'ingénierie, la fabrication et la planification se retrouvent souvent avec des systèmes de tenue de registres dupliqués, non synchronisés et sujets aux erreurs. L'intégration verticale de Magna-Power, combinée à ses registres centralisés, permet le partage de données entre les outils de conception et les équipements de fabrication, dont les avantages sont présentés dans cette section.
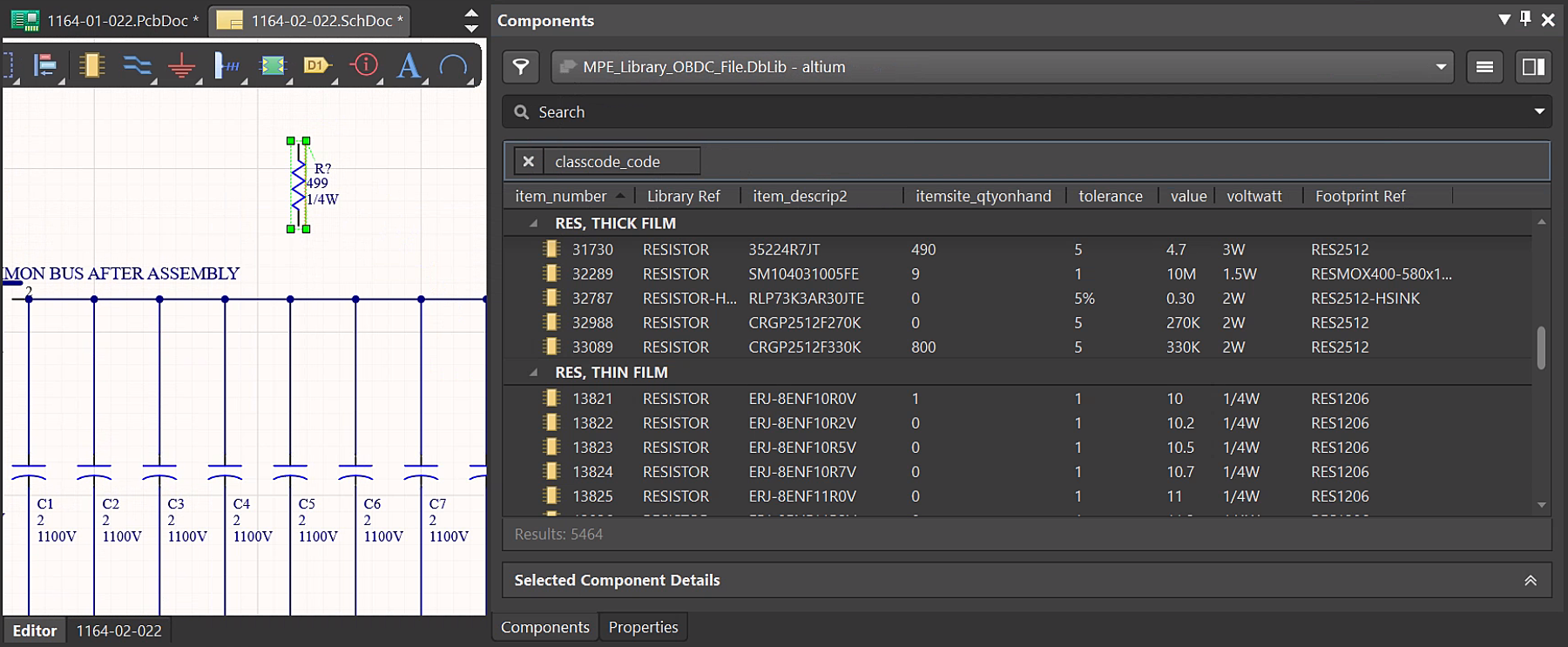
La stratégie d'enregistrement la plus importante qu'un ingénieur puisse adopter lors de la saisie de nouveaux composants est d'éviter autant que possible d'en saisir de nouveaux. L'ingénieur devrait utiliser les composants existants dans la chaîne d'approvisionnement et n'introduire de nouveaux composants que lorsque c'est une nécessité. Cette résistance à 1 % est-elle vraiment nécessaire, ou une résistance existante à 5 % du magasin suffirait-elle ? Beaucoup d'efforts sont consacrés à la qualification des fournisseurs, à la validation des distributeurs agréés, à la négociation des prix, à la définition des niveaux de réapprovisionnement et au contrôle des stocks. Du côté de la fabrication, les machines de placement automatique disposent d'un nombre limité de voies d'alimentation. La consolidation des composants réduit les changements de bobines, ce qui réduit la main-d'œuvre, et une manipulation moindre diminue les risques d'erreurs de prélèvement. Pour encourager la réutilisation des matériaux dans les nouvelles conceptions, Magna-Power a intégré sa base de données centrale dans son logiciel de schéma et de circuit imprimé. Dans la conception schématique, seuls les composants actifs sont affichés, accompagnés des niveaux de stock en temps réel, comme illustré en Fig. 10. Glisser le composant dans le schéma ajoute l'empreinte, le symbole et une dizaine de propriétés associées — sa simplicité encourage la réutilisation des composants existants. Un logiciel personnalisé a été programmé pour prendre un schéma et le réinjecter dans la base de données. Pour les cartes complexes, comme la nouvelle génération de carte de contrôle numérique de l'entreprise, qui contient plus de 400 composants, la nomenclature a été injectée dans le logiciel de planification des ressources d'entreprise en un seul clic.
À mesure qu'une conception mûrit, l'ingénierie peut apporter des ajustements pour corriger des problèmes ou implémenter des fonctionnalités, ou la planification peut remplacer des composants devenus obsolètes ou difficiles à obtenir. Dans ces situations, l'erreur humaine est inévitable ; l'ingénierie peut oublier de mettre à jour une nomenclature ou la planification peut omettre d'informer l'ingénierie de la nécessité de réviser un schéma. De telles erreurs entraînent une désynchronisation des documents de conception par rapport aux nomenclatures, et la production ne sait plus lequel est correct. Pour se prémunir contre ce problème, un logiciel personnalisé a été créé, qui s'exécute lorsque le département PCB crée des recettes pour la machine de placement automatique. Le logiciel compare la nomenclature avec le schéma/circuit imprimé et consigne les écarts. Le logiciel effectue un recoupement des désignateurs (par ex. R1, C43, etc.), des références de composants, des propriétés des composants (valeurs, tension, puissance, tolérances), comme vérification finale de cohérence avant le passage en production. Le référencement des propriétés des composants est le plus vital, puisque la machine de placement automatique compare les propriétés chargées avec les résistances et capacitances physiquement mesurées pour vérifier que la bonne bobine a été installée dans l'emplacement d'alimentation avant le placement.
Le versionnage des enregistrements intervient à quelques points clés après la mise en production (RTM). Magna-Power verrouillera une révision pour un document (tag) après la première inspection d'article (FAI), lorsqu'aucune modification supplémentaire n'est possible. Par exemple, un circuit imprimé est tagué après son retour du fabricant de cartes, puisque les ingénieurs apportent souvent des corrections pour le fabricant après avoir transmis les fichiers de fabrication. Une philosophie similaire est appliquée à l'activation des nomenclatures. Lorsque l'assemblage terminé passe les tests, l'ingénieur de conception effectue une rétrospective. Cet ingénieur examinera les retours sur tous les tickets de production, afin de pouvoir prendre une décision éclairée. Si la série de prototypes s'est mal passée, l'ingénieur peut choisir de simplement désactiver la révision en attente, conserver l'existante et réessayer sur une nouvelle révision en attente. La prudence et la réflexion sont nécessaires car l'activation d'une nomenclature ou d'un PCB autorise la planification de la production en série et les achats de matériaux en gros volumes.
Le système de tickets fournit une traçabilité documentaire claire à mesure qu'il passe par de multiples processus et départements. La rétrospective accorde un délai avant la clôture d'un ticket pour que l'ingénieur puisse examiner et valider que le problème a bien été résolu, identifier les axes d'amélioration et créer de nouveaux tickets pour le prochain cycle de conception. Le succès de ce flux de travail dépend fortement de la diligence des départements à signaler les problèmes via les tickets et de l'engagement actif des ingénieurs dans le processus de production.
Contrôle de version des micrologiciels et logiciels
Les flux de travail, le versionnage et les outils décrits par Magna-Power pour le matériel ont été adoptés à partir de ceux plus couramment utilisés dans le développement logiciel. Les développeurs logiciels ont depuis longtemps résolu le problème de la gestion de multiples fichiers numériques entre plusieurs personnes. Ces développeurs ont également appris à décomposer les grands programmes en composants plus petits, à construire, valider et tagger/versionner les révisions stables. Ces pratiques, appliquées à un produit électronique complet, atteignent des niveaux de sophistication encore plus élevés.
La dernière plateforme numérique de Magna-Power dispose de bases de code séparées pour les micrologiciels et les chargeurs d'amorçage (comprenant cinq processeurs différents et dix projets de code), des programmes pour le contrôle par ordinateur, les tests automatisés, les pilotes LabVIEW, et même la documentation. La source de complexité réside dans le fait que les projets logiciels ont des dépendances entre eux et avec le matériel. Les logiciels comme le matériel font l'objet d'améliorations continues pour répondre aux besoins des clients. Voici des exemples de complexités découlant de cette amélioration continue :
- une révision spécifique de PCB nécessaire pour la dernière révision de nomenclature ;
- de nouvelles fonctionnalités de micrologiciel qui peuvent n'être disponibles que pour une plage de révisions de nomenclature ;
- des processeurs qui ne peuvent communiquer entre eux que s'ils sont sur la même version de micrologiciel ;
- un ordinateur qui ne peut communiquer avec le micrologiciel que s'ils utilisent la même version de protocole de communication ;
- une mémoire persistante en EEPROM qui doit s'adapter aux modifications du micrologiciel à mesure que les paramètres enregistrés pour les fonctionnalités sont ajoutés, modifiés et supprimés.
Magna-Power a choisi de répondre à ces complexités par un serveur d'intégration continue (CIS) sophistiqué, développé en interne, conçu pour détecter les modifications de code puis compiler, tester, chiffrer, empaqueter, tagger et déployer les logiciels en interne et pour les clients. Le CIS masque cette complexité croissante aux équipes d'ingénierie et de production afin que le personnel puisse concentrer son énergie sur le développement/la production et non sur la compatibilité ascendante/descendante ou les défis d'outillage. Ce serveur CIS, combiné à une conception basée sur des modèles d'états, a permis à un seul développement de micrologiciel de fonctionner avec des alimentations, des charges électroniques et d'autres produits à applications spéciales, tout en permettant aux clients de mettre à jour le micrologiciel à tout moment via Internet. Les cartes envoyées en remplacement se mettent à jour automatiquement en flashant à partir des fichiers de la carte principale, et les connexions produit-à-produit (maître/esclave) peuvent déclencher des mises à jour croisées du micrologiciel ; à ce jour, jusqu'à trente-sept processeurs ont formé un réseau et mis à jour leurs différents micrologiciels.
Intégration électronique et mécanique
Un assemblage électronique peut être composé de multiples assemblages de PCB, d'assemblages métalliques (entretoises et inserts), de pièces plastiques, de pièces en caoutchouc et de composants magnétiques. La conception et la construction de l'assemblage impliquent plusieurs équipes d'ingénierie et départements de fabrication. L'intégration verticale offre l'agilité nécessaire pour raccourcir drastiquement les cycles de prototypage et communiquer rapidement les modifications, offrant une visibilité pour détecter les problèmes de fabrication en cours de cycle et améliorer la qualité globale des produits.
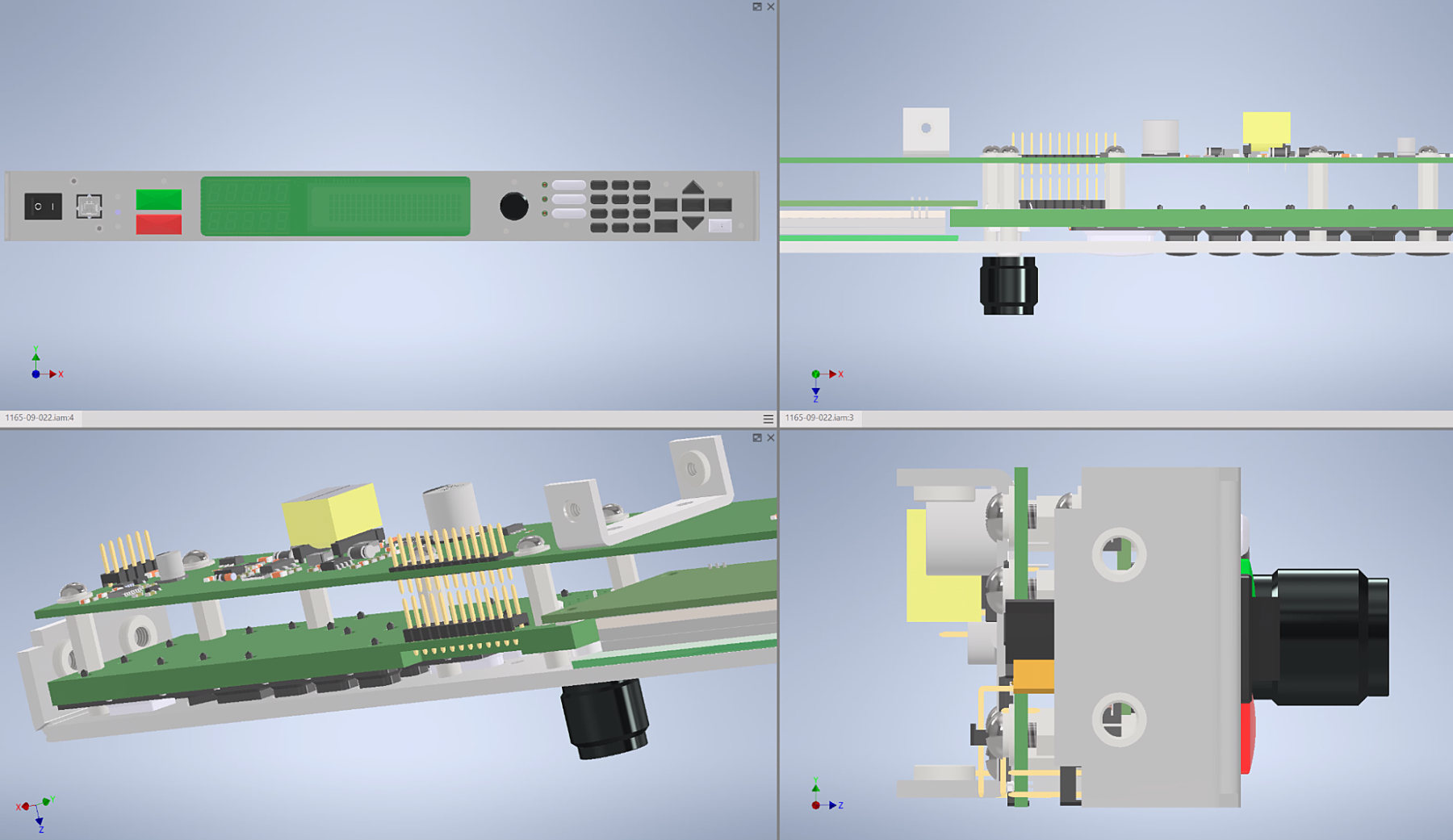
La modélisation paramétrique est le dernier outil de Magna-Power pour vérifier l'ajustement mécanique des assemblages électroniques avant de les construire physiquement. Chaque cycle de prototype est coûteux en termes de temps, de matériaux, d'outillage et de coût d'opportunité — la motivation est forte pour obtenir le maximum de résultats corrects à chaque itération. Un exemple de modélisation paramétrique efficace a été réalisé pour le nouveau panneau avant numérique de nouvelle génération de Magna-Power, illustré en Fig. 11. La conception nécessitait la superposition de plusieurs PCB pour intégrer un afficheur VFD, des claviers, des guides de lumière, un encodeur rotatif, dix LED à sept segments — le tout dans une hauteur verticale de 4,4 cm. L'électronique, le micrologiciel et la partie métallique ont été conçus par plusieurs équipes internes, avec la collaboration de partenaires externes pour les claviers, le Lexan et les tampons d'impression. Pour cette conception, l'équipe électrique a défini des corps 3D pour tous les composants afin qu'une représentation 3D précise puisse être importée dans le logiciel de modélisation. L'équipe mécanique a utilisé les PCB pour déterminer les emplacements de montage des cartes, ajouter des entretoises et créer des ouvertures pour les claviers en caoutchouc. L'équipe électrique a reçu un dessin de panneau frontal, qui a été importé dans le logiciel de conception de circuit imprimé pour verrouiller les positions de frappe des pastilles en carbone. Ce processus itératif illustre la communication nécessaire entre les équipes et l'échange de données entre les logiciels. Pour ce projet, la plupart des défauts de conception ont été découverts avant le passage en production. Certains défauts sont tout de même passés, comme la négligence de l'épaisseur du thermolaquage sur les ouvertures des claviers. Cependant, le fait de posséder la presse à découper et le système de thermolaquage a permis des corrections rapides, rendant les défauts imprévus plus gérables. Le principal goulot d'étranglement du projet était le seul composant sous-traité : le clavier.
Conclusion
La cohérence de conception est un principe clé qui est resté constant tout au long de l'histoire de Magna-Power. À mesure qu'un ingénieur acquiert de l'expérience, cette cohérence devient intuitive. Cette agilité est primordiale pour le succès de l'entreprise, lui permettant de supporter une offre de produits extrêmement large avec une équipe relativement restreinte. Si la cohérence de conception est restée constante, les stratégies pour atteindre ce principe ont évolué (et continuent d'évoluer) à mesure que l'entreprise grandit. Des outils logiciels ont été présentés qui imposent des contraintes au processus de conception, partagent des bibliothèques de composants et de règles, valident les flux de travail des prototypes et automatisent les vérifications des registres de production par rapport aux fichiers de conception. Les conceptions doivent également prendre en compte les processus, les limitations des équipements et les normes, comme cela a été décrit à travers les expériences de Magna-Power avec de nombreux fabricants de PCB, où les propres processus de production internes de l'entreprise et plusieurs stratégies clés de conception de PCB ont été spécifiés.
À propos des auteurs
Grant Pitel ([email protected]) est le directeur de la technologie chez Magna-Power Electronics, Flemington, NJ, USA. Il a obtenu ses diplômes de M.S. et Ph.D. en génie électrique et informatique à l'University of Illinois Urbana-Champaign, IL, USA.
Adam Pitel ([email protected]) est le directeur général de Magna-Power Electronics, Flemington, NJ, USA. Il a obtenu le diplôme M.Eng de Princeton University, NJ, USA.
Références
[1] "IPC-2221B", Generic Standard for Printed Board Design, November 2012.
[2] "IPC-A-610H", Acceptability of Electronic Assemblies, September 2020.
[3] "IEC 60947-1:2020", Low-voltage switchgear and control gear - Part 1: General rules, April 2020.
[4] J. Maxwell and E. Lemus, "Arc Season and Board Design Observations" presented at the Capacitor and Resistor Technology Symposium, Orlando, FL, USA, 2006.