



Diseño de hardware de electrónica de potencia para la fabricabilidad
Este artículo fue escrito por Magna-Power Electronics y apareció originalmente como artículo de portada en la edición del cuarto trimestre de 2021 de la revista IEEE Power Electronics Magazine. DOI: 10.1109/MPEL.2021.3123832
Con un equipo pequeño y diverso de ingenieros, Magna-Power Electronics puede ofrecer más de 250,000 configuraciones diferentes de fuentes de alimentación programables y cargas electrónicas, abarcando niveles de corriente de hasta 10,000 Adc, niveles de tensión de hasta 10,000 Vdc y niveles de potencia de hasta 3,000 kW. Esta hazaña es posible gracias a equipos de ingeniería y fabricación estrechamente integrados, minimizando la mano de obra y maximizando la automatización, e imponiendo la consistencia como principio fundamental en todos los diseños. Este artículo comparte varias estrategias dentro del proceso de diseño de electrónica de potencia que la empresa ha iterado durante sus 40 años de historia, incluyendo el diseño de placas de circuito impreso (PCB) y la selección de proveedores, controles de prototipos y diseño, e integración electromecánica. Si bien Magna-Power ha internalizado casi completamente las operaciones de fabricación bajo un mismo techo, las estrategias presentadas también pueden implementarse a través de relaciones cercanas con proveedores y la comprensión de las restricciones de los diversos procesos de producción y maquinaria.
Diseño de placas de circuito impreso
La fabricación de PCB es uno de los pocos componentes de manufactura que la empresa subcontrata. También es el componente más complicado de especificar, revisar y gestionar en inventario. Comunicar correctamente los requisitos de diseño al fabricante de PCB, junto con observar sus restricciones individuales de fabricación, permite que los diseños sean intercambiables entre fabricantes; dicho proceso se ha perfeccionado a lo largo de muchos años mediante la experimentación con diferentes proveedores. Soportar múltiples líneas de productos requiere mantener un grupo de fabricantes con diferentes especialidades. Algunos destacan en paso fino y múltiples capas, otros se especializan en cobre de alto gramaje y/o fibra de vidrio tolerante a altas temperaturas, y algunos en prototipos de entrega rápida que operan las 24 horas del día, los 7 días de la semana. Contar con múltiples fabricantes de diferentes regiones ha añadido mucha resiliencia a nuestra cadena de suministro, lo cual es ventajoso cuando un país cierra por festividades, y recientemente debido al COVID-19.
Las siguientes dos secciones exploran consideraciones de fabricación para el diseño y fabricación de circuitos de alta tensión y alta corriente. Cada consideración se presenta seguida de imágenes de las consecuencias reales cuando se ignora.
Placas de circuito impreso de alta corriente
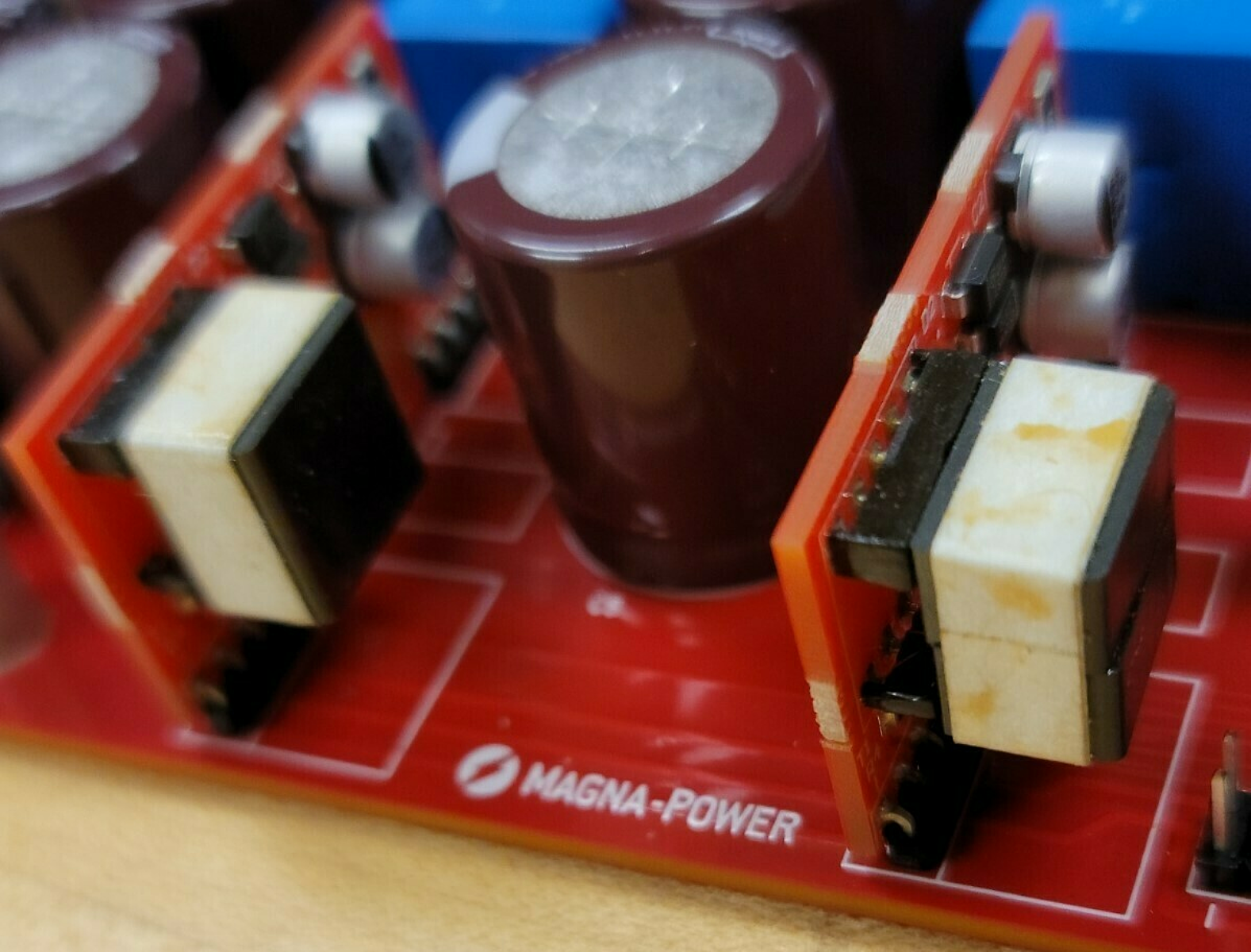
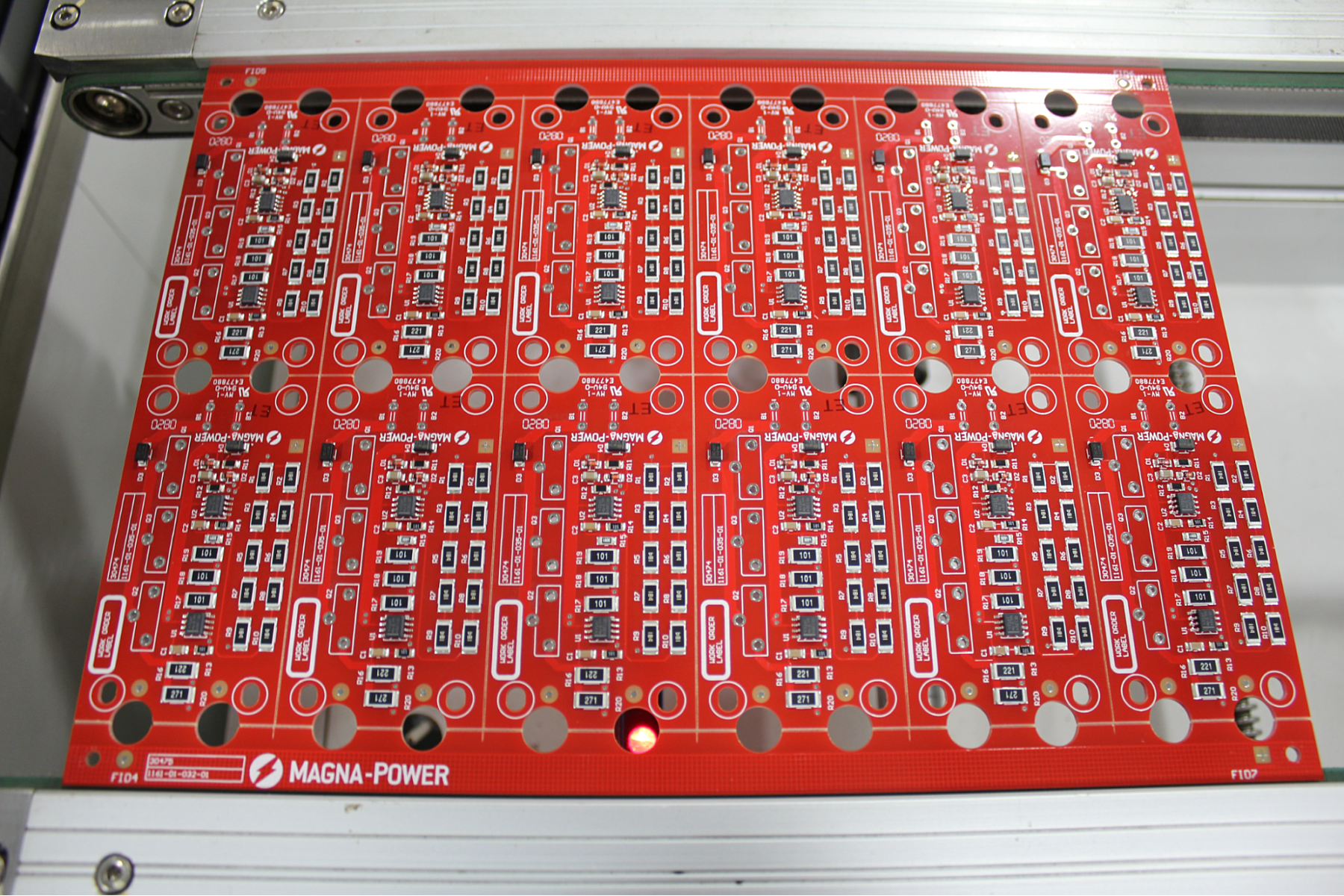
La corriente que una PCB puede manejar está determinada por el espesor del cobre, especificado en onzas, y el número de conductores, especificado en capas. Trabajar con cobre grueso (alto gramaje) laminado sobre FR4 introduce desafíos tanto en la fabricación de la placa como en el ensamblaje del circuito, principalmente derivados de limitaciones químicas y de maquinaria. El cobre grueso (que para Magna-Power es de 4 oz o más) es más difícil de grabar con ácido, y el fabricante de PCB tendrá tolerancias más amplias y directrices de diseño alternativas. Por ejemplo, uno de nuestros fabricantes de placas recomienda un ancho mínimo de pista de 5 mils para cobre de 1 oz. Esta recomendación aumenta a 15 mils para cobre de 4 oz. Las pistas más anchas limitan la selección de circuitos integrados digitales que pueden instalarse en una placa. La computación móvil ha impulsado chips cada vez más pequeños, reduciendo el paso en los encapsulados de CI, cuyos terminales a menudo tienen un espaciado demasiado estrecho para el ruteo de pistas en placas de potencia. La solución a este problema es consolidar los circuitos de lógica y control en una PCB de bajo gramaje que se conecta con PCBs de alto gramaje, como se muestra en la Fig. 1.
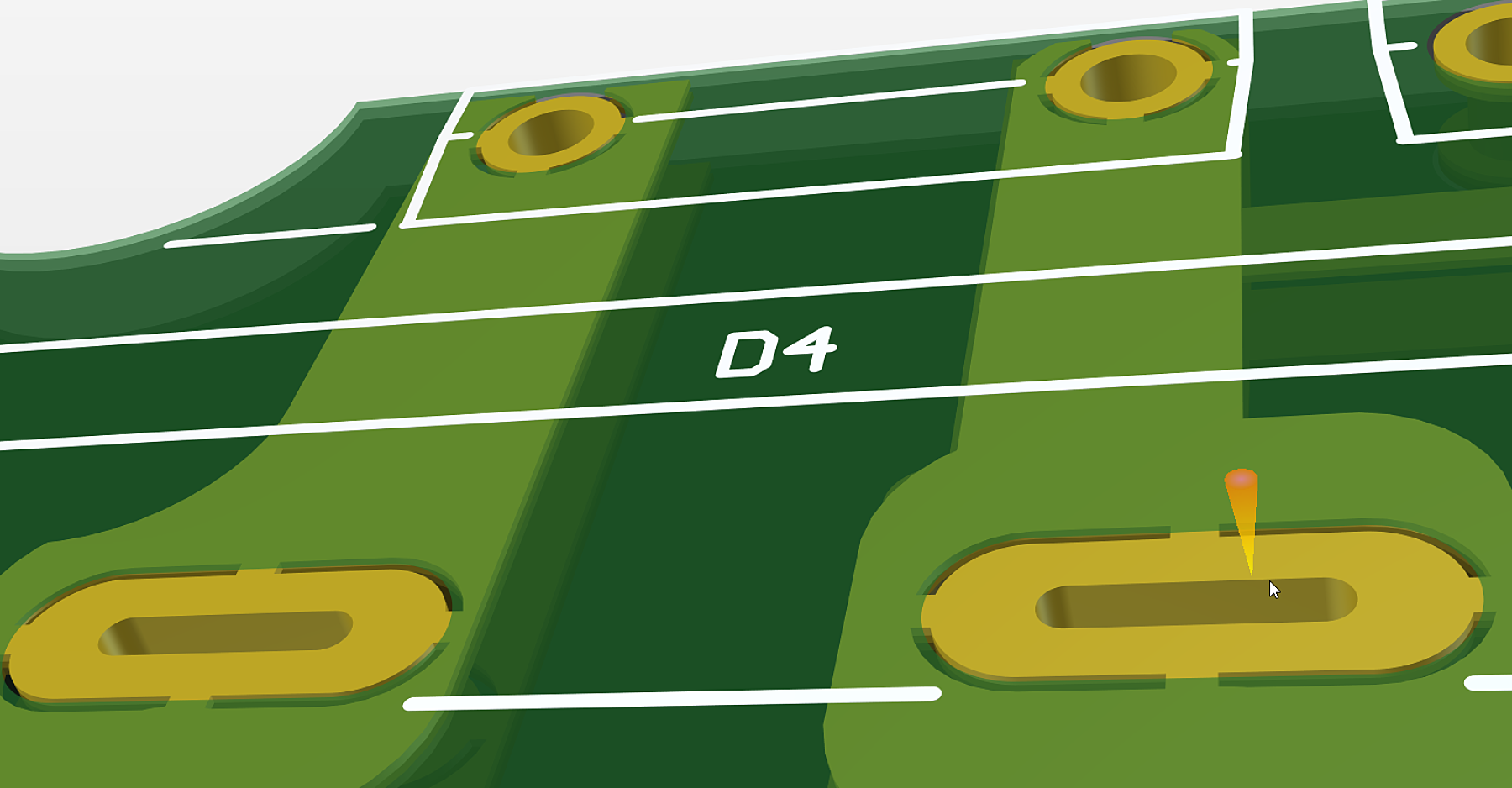
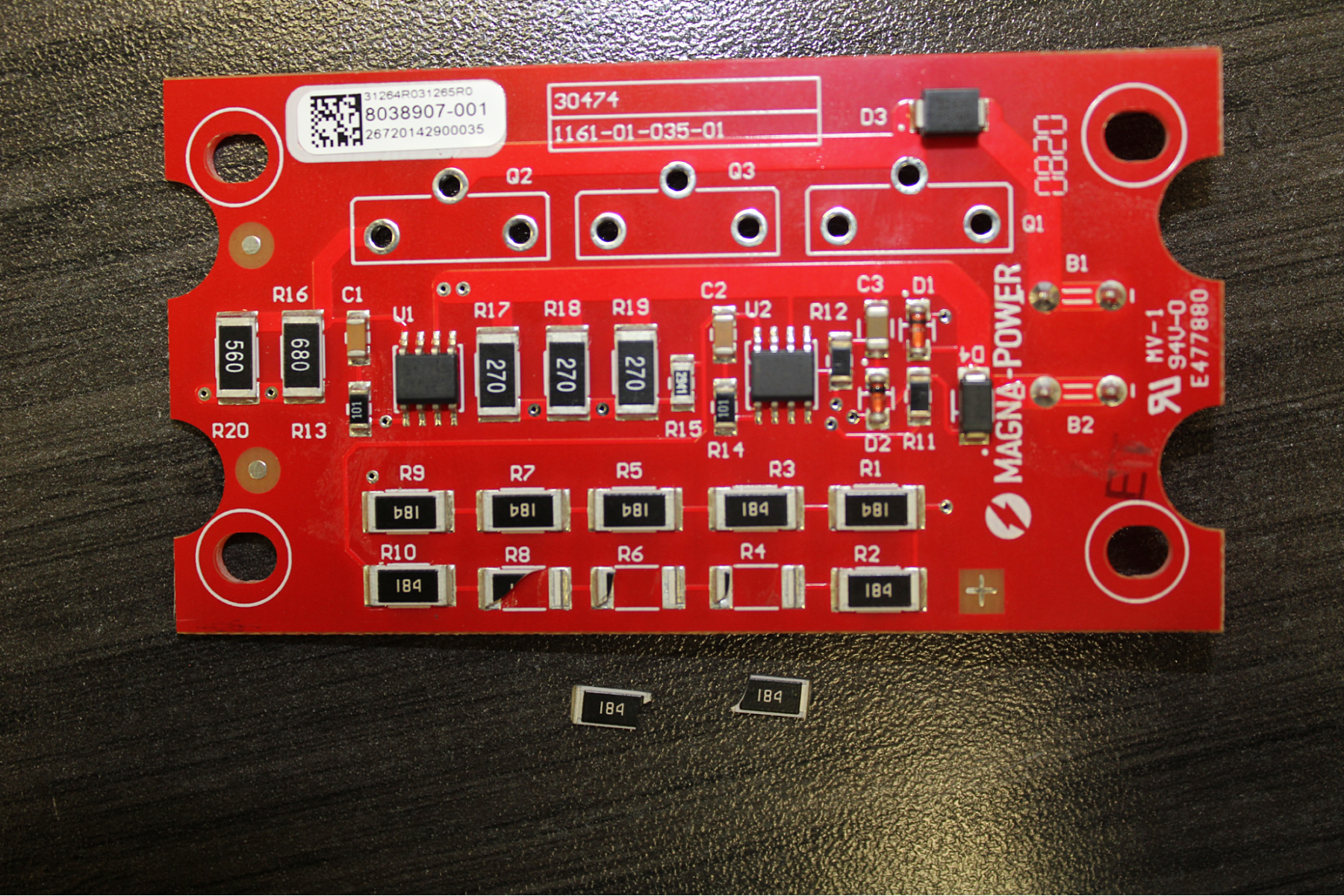
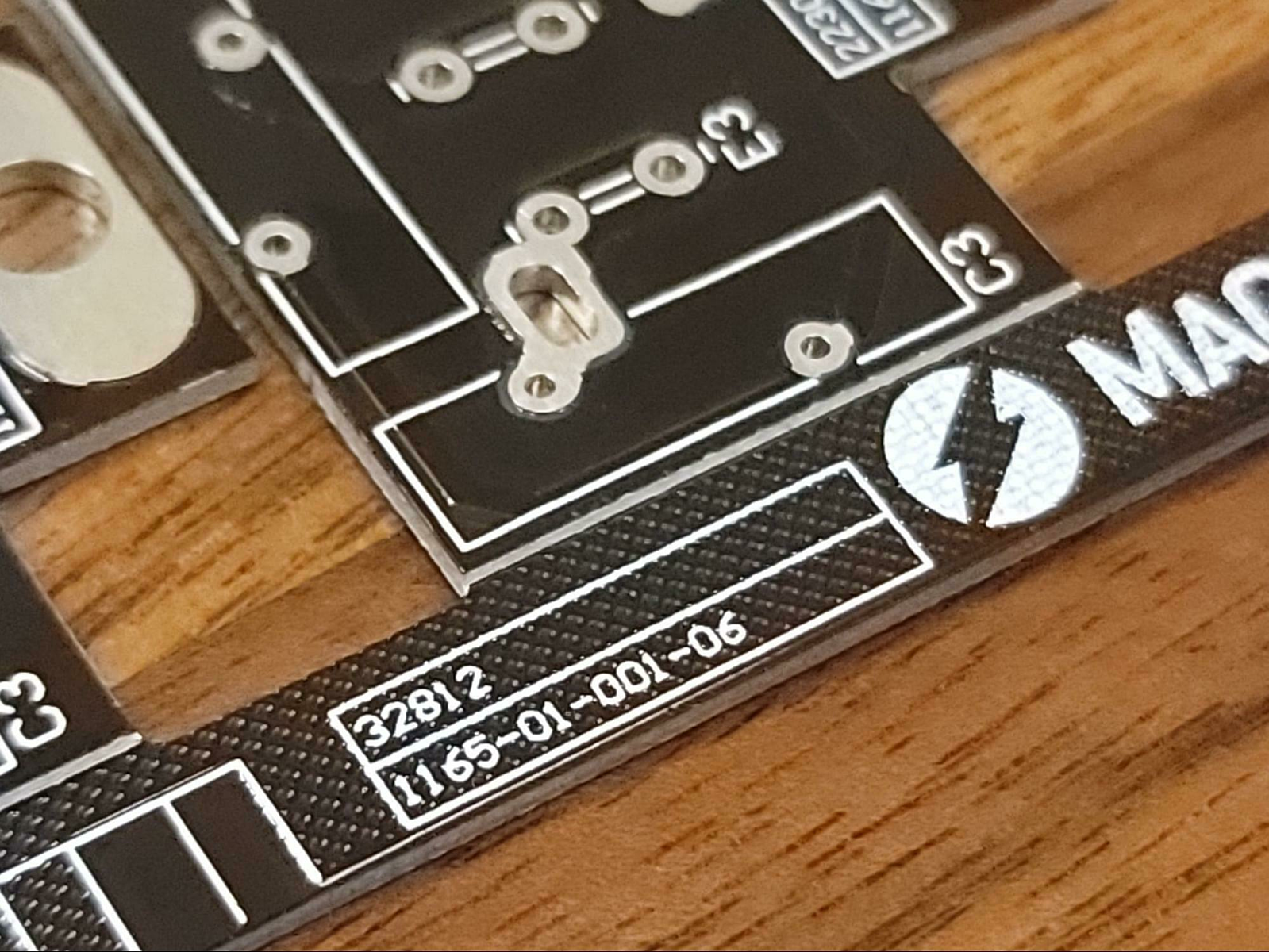
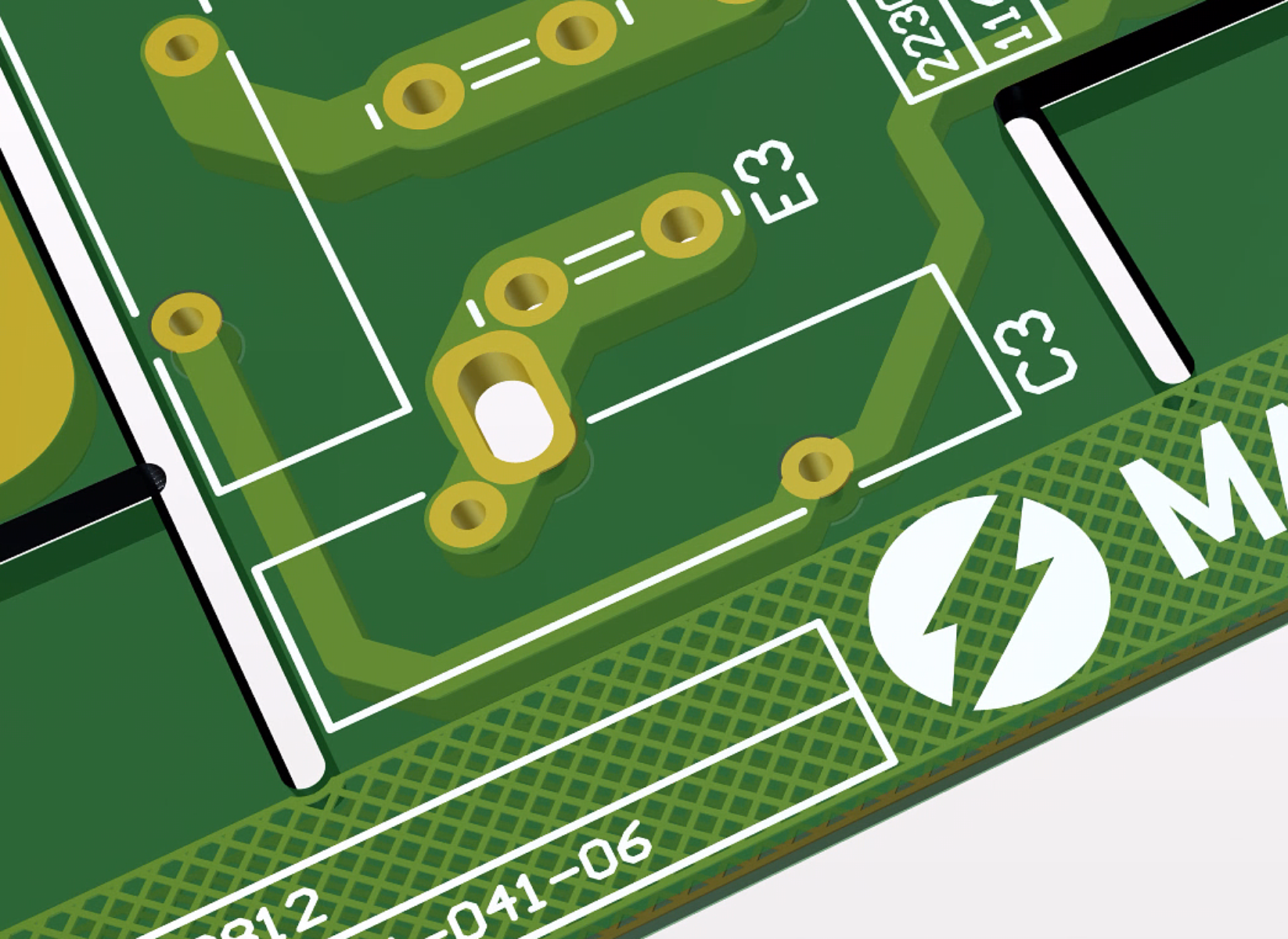
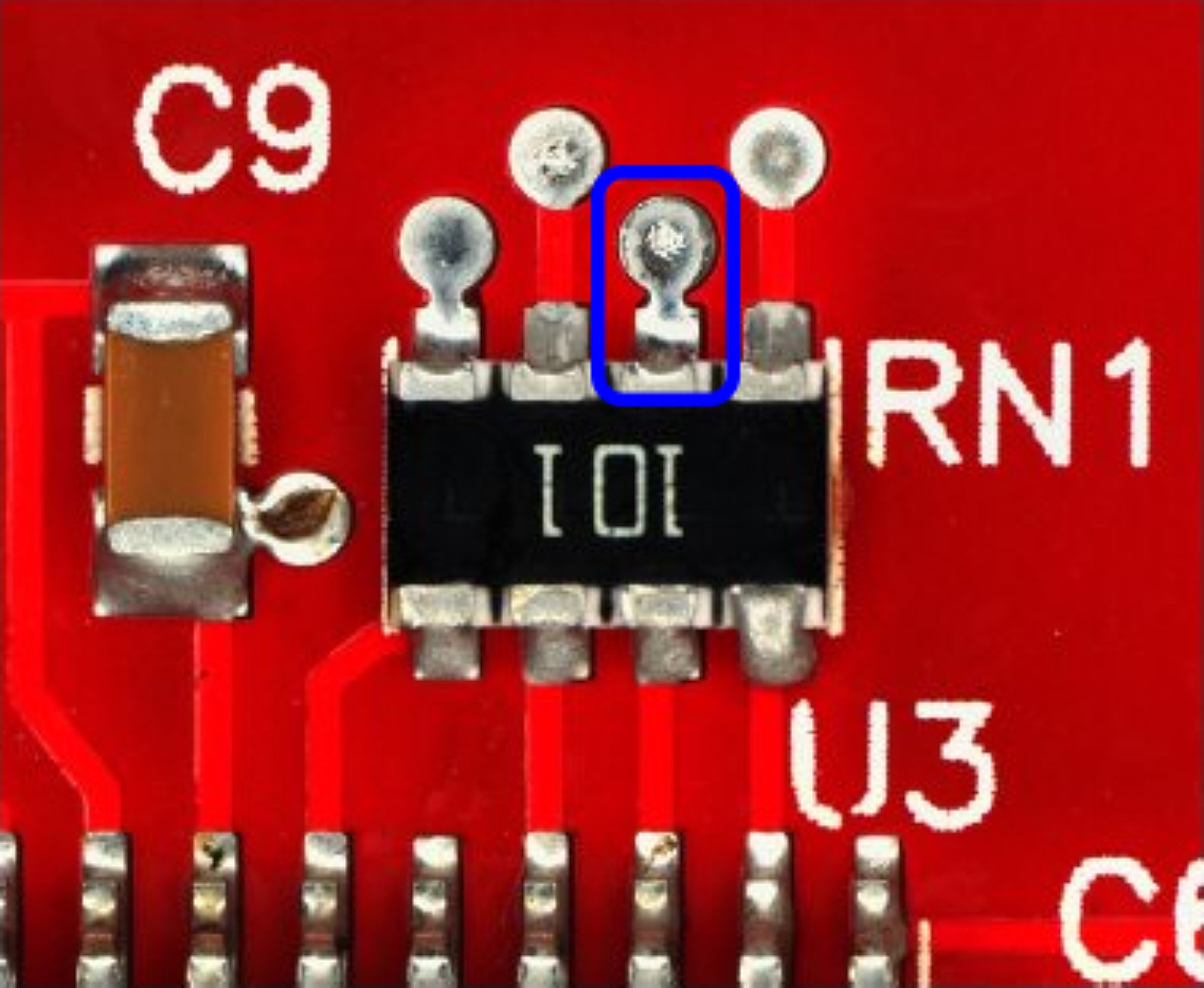
El cobre es un excelente conductor eléctrico y térmico. Esto último es indeseable para la fabricación, ya que disipa el calor de las uniones, reduciendo la temperatura por debajo de lo necesario para fundir completamente la soldadura. Se recomiendan alivios térmicos, como se muestra en la Fig. 2, para cualquier conexión de relleno de cobre a pad, de modo que la producción pueda soldar más fácilmente. Los pads individuales de PCB de alta corriente (terminales, lengüetas de bus, etc.) deben dividirse en múltiples conexiones en paralelo. Hacer esto produce la misma salida de corriente mientras aumenta la conductancia térmica de cada unión, lo que facilita la soldadura, como se muestra en la Fig. 3. Dado que la mayoría de los ensamblajes de orificio pasante pasan por una máquina de soldadura por ola, donde las uniones se sueldan todas a la vez, las conexiones adicionales no tienen impacto en la mano de obra y hacen que cualquier retrabajo con cautín sea más eficiente.

La mayoría de las PCBs de Magna-Power mantienen un espesor de 62 mils, que es el apilado de capas común en la industria. Para PCBs de alta corriente, cada capa de cobre tiene 5.6 mils, por lo que cuando se necesitan múltiples capas, se aumenta el espesor del núcleo para mantener rígido el ensamblaje final. En una PCB de 4 oz y 4 capas, los diseños de Magna-Power utilizan un núcleo dieléctrico de 59 mils y un apilado total de placa de 92 mils. El espesor del núcleo mantendrá la placa plana en la máquina de colocación automática, lo que conduce a una colocación de componentes más precisa, y evita el alabeo causado por el calor en el horno de ola o reflujo. La flexión de la PCB causada por la manipulación general, la inserción de componentes pesados (transformadores, disipadores de calor) puede causar grietas en resistencias y capacitores de montaje superficial. Colocar componentes demasiado cerca del borde de la placa es un error de diseño común que se identifica rápidamente en el proceso de producción; la presión aplicada por una sierra de despanelizado flexiona las PCBs lo suficiente como para agrietar capacitores MLCC delicados, e incluso resistencias de película gruesa, como se muestra en la Fig. 4.
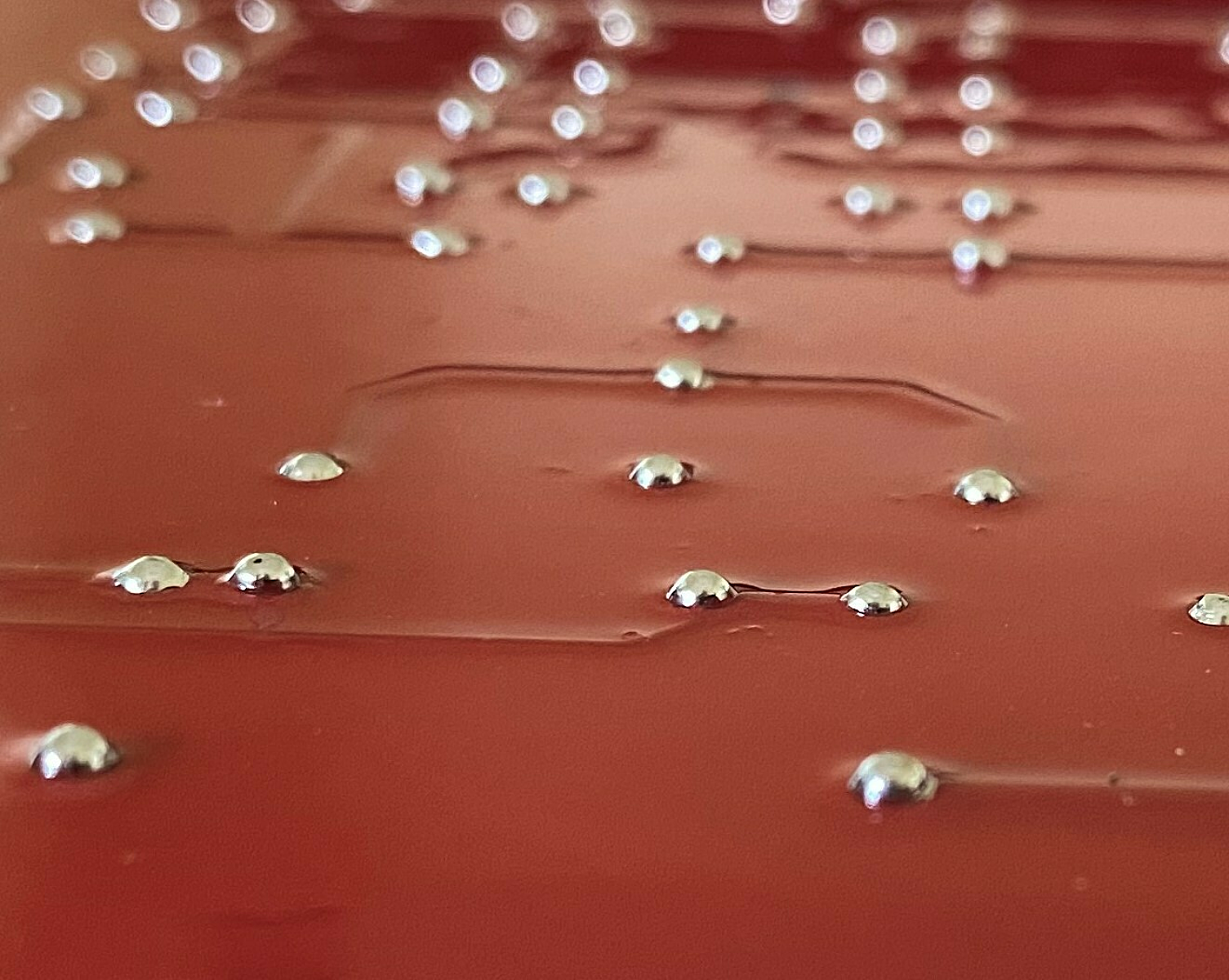
Se deben internalizar las limitaciones de fabricación del fabricante de PCB, las cuales cambian según los gramajes de cobre ofrecidos. Una restricción crítica y no obvia es el mínimo de franja de soldadura, que describe la resolución de impresión de la máscara de soldadura. Por ejemplo, un fabricante de PCB especifica 8.5 mils de máscara para cobre de 1 oz y 11.5 mils para 4 oz. Nuestro proveedor de muchos años explicó que el cobre grueso eleva más la superficie, lo que causa problemas en el proceso de enmascarado, que espera una superficie plana. Pueden necesitarse múltiples pasadas sobre la pantalla de máscara de soldadura para recubrir completamente la superficie superior y rellenar las crestas entre el cobre y el dieléctrico, lo que también aumenta la tolerancia requerida. Los fabricantes de PCB a menudo eliminan automáticamente la máscara de soldadura cuando el espaciado es demasiado pequeño, lo que resulta en defectos de soldadura. Sin máscara, los pads del mismo nodo se unen como se muestra en la Fig. 5, y las vías pueden absorber la soldadura del chip montado, privando a los terminales de soldadura, lo que resulta en defectos de soldadura [1] como se muestra en la Fig. 6.
Placas de circuito impreso de alta tensión
Existen muchas restricciones específicas de maquinaria que deben considerarse en el diseño de PCBs de alta corriente. Para el diseño de PCBs de alta tensión, estas restricciones son principalmente eléctricas. Rastrear las restricciones entre diferentes gramajes de cobre y fabricantes sería arduo y propenso a errores humanos si se hiciera manualmente. Las reglas de diseño dentro del software de diseño de PCB se utilizan extensamente en Magna-Power para documentar y aplicar automáticamente restricciones complicadas y variadas, en tiempo real. Los defectos descubiertos en un diseño de PCB se almacenan permanentemente, se versionan y se aplican ya sea en una regla de diseño para el proyecto, universalmente a través de una biblioteca de reglas de diseño, o utilizando una huella de biblioteca maestra. Al almacenar los defectos de esta manera, un descubrimiento se comparte entre todo el equipo de ingeniería y no se repite en proyectos futuros. Las dos reglas de diseño principales para el diseño de PCBs de alta tensión son la distancia de aislamiento en aire (clearance) y la distancia de fuga (creepage). Las redes con alto y bajo potencial se identifican y agrupan, y las reglas de distancia entre ellas se establecen según el peor caso de tensión y las recomendaciones de IPC-2221 [2]. La ventaja del diseño basado en reglas es que los rellenos de cobre se ajustan automáticamente para satisfacer las reglas de diseño mientras proporcionan el máximo de cobre permitido en cada área. Un capacitor cerámico con restricciones de ruteo en nuestro ensamblaje de salida de alta tensión se muestra en la Fig. 7. En este ejemplo, la distancia de fuga tiene mayor prioridad que la distancia de aislamiento en aire, por lo que el verificador de reglas de diseño aprobará el diseño a pesar de fallar la distancia de aislamiento. Además, nótese cómo la regla de distancia de aislamiento esculpe con precisión el cobre en áreas de alto potencial.

Las distancias de fuga seleccionadas también dependen del proceso de producción implementado. La norma IEC 60947-1 [3] muestra que los contaminantes superficiales y el material dieléctrico reducen la fuga, lo que para las fuentes de alimentación se traduce en una menor densidad de potencia. El fresado de ranuras en el dieléctrico, como se realizó en la Fig. 7, ha demostrado experimentalmente en [4] que aumenta la tensión de ruptura en un 20%. Todos los productos de Magna-Power son equipos estandarizados, de precisión y montaje en rack, operados en laboratorios razonablemente limpios (grado de contaminación 2) y diseñados en consecuencia. El espaciado para las etapas de entrada está diseñado para 1,2 kV en el peor caso (480 V en fuente de línea trifásica). El espaciado de la etapa de salida está definido por la clasificación de tensión de salida de cc. En el extremo se encuentran las fuentes de alimentación de la Serie XR de Magna-Power (rangos de hasta 10 kVdc de salida), donde todas las PCB de la sección de salida se lavan después de la producción para prevenir arcos. La mayoría de los demás ensamblajes de baja tensión utilizan un proceso sin limpieza, que requiere menos mano de obra, a costa de flujo residual (contaminantes). Los ensamblajes de alta tensión también deben evitar bordes afilados, que pueden convertirse en puntos de arco. Los bordes se pueden evitar aplicando reglas de diseño de ángulos agudos en el software, trazando con pistas y rellenos redondeados, y cortando al ras los terminales de componentes de orificio pasante, como se muestra en la Fig. 8. A pesar de todas estas reglas de diseño y precauciones de producción, los residuos aún pueden contaminar involuntariamente las áreas de alta tensión (por ejemplo, virutas metálicas por un desbarbado inadecuado). Por lo tanto, todos los productos de 1 kV o más se someten a prueba de hipot antes de que comience cualquier prueba de fábrica.
Gestión de prototipos para fabricación interna
El seguimiento y la gestión eficaz de prototipos junto con las órdenes de trabajo de producción ha sido un desafío a largo plazo en Magna-Power, que ha requerido muchas iteraciones en la lógica de negocio y el mantenimiento de registros. El objetivo es tratar un trabajo de prototipo como cualquier trabajo estándar y que siga los procedimientos de producción estándar. Exponer los nuevos diseños a la mayor cantidad de procesos posible revelará defectos tanto eléctricos como de fabricación, lo cual es una ventaja clave de la producción interna. Configurar una producción pequeña o un lote de prototipos requiere cierto trabajo previo de registro: todos los componentes deben ingresarse en la base de datos, completar la Lista de Materiales (BOM), firmar las órdenes de compra, emitir las Órdenes de Trabajo (WO) y preparar los kits de trabajo. Detectar errores de registro, aunque no sea una tarea glamurosa, es igualmente importante. Esperar hasta la producción en masa para encontrar estos errores puede convertirse en un error muy costoso. Esta sección describe el enfoque de Magna-Power para el mantenimiento de registros y el versionado necesario para que fabricación pueda interpretar un diseño, así como las herramientas de software personalizadas desarrolladas para apoyar la entrada y validación de registros, y finalmente las retrospectivas de ingeniería en la posproducción, todo lo cual mantiene las costosas iteraciones de diseño al mínimo.
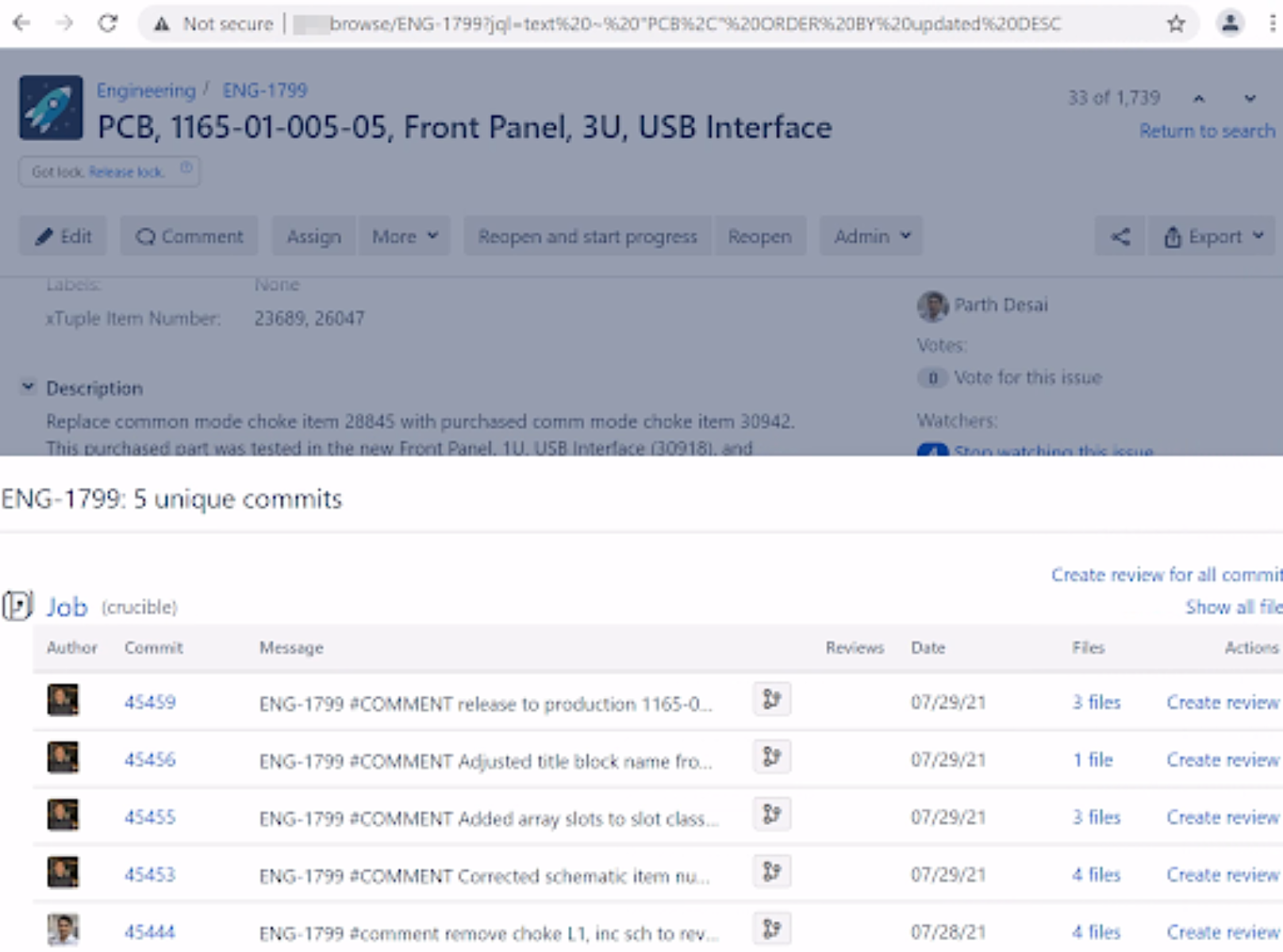
Control de documentos
La mayoría de los departamentos de producción dependen de los planos de ingeniería para llevar los diseños a la realidad. Los nuevos planos y modificaciones se originan a partir de una característica, problema o mejora en un producto, reportados por producción, gerencia, ventas/marketing o un cliente en forma de ticket. El ingeniero asignado a este ticket investigará y agrupará tickets relacionados de modo que múltiples tickets puedan resolverse/avanzarse en la misma serie de prototipos. Cuando los planos se crean o modifican por primera vez, se registran en una carpeta de trabajo en un sistema de control de versiones de archivos. Cada cambio se vincula al ticket original, proporcionando un registro histórico completo de los cambios de archivos junto con sus justificaciones, todo en un solo lugar, como se muestra en la Fig. 9. En un sistema de control de versiones, ningún archivo se elimina jamás, solo las personas autorizadas pueden ver o modificar archivos, todos tienen acceso centralizado y se impide que dos ingenieros sobrescriban el trabajo del otro. Dicho sistema es necesario cuando se trabaja en un entorno de ingeniería/fabricación altamente colaborativo. El mismo control de versiones se utiliza para esquemáticos, diseños de circuitos, planos mecánicos, planos de componentes magnéticos y código fuente. Este sistema incluso se utiliza para almacenar recetas complicadas de máquinas de inserción automática y programas de máquinas robóticas, de modo que los trabajos puedan recuperarse rápidamente y sean repetibles. El sistema de tickets/control de versiones implementado por la empresa resolvió un importante conflicto cultural entre los mundos de la ingeniería y la producción. Los ingenieros prosperan con el cambio y la mejora, mientras que los fabricantes prosperan con la calidad y la repetibilidad. El ticket proporciona a producción la justificación del cambio, mientras que el versionado fija un diseño y garantiza la repetibilidad.
Registros de producción
Los ingenieros responsables del diseño inicial de documentos son también quienes crean por primera vez los nuevos registros de componentes y BOM. Las empresas que separan claramente ingeniería, fabricación y planificación a menudo terminan con sistemas de registro duplicados que no están sincronizados y son propensos a errores. La integración vertical de Magna-Power junto con sus registros centralizados permite compartir datos entre las herramientas de diseño y los equipos de fabricación, cuyas ventajas se analizan en esta sección.
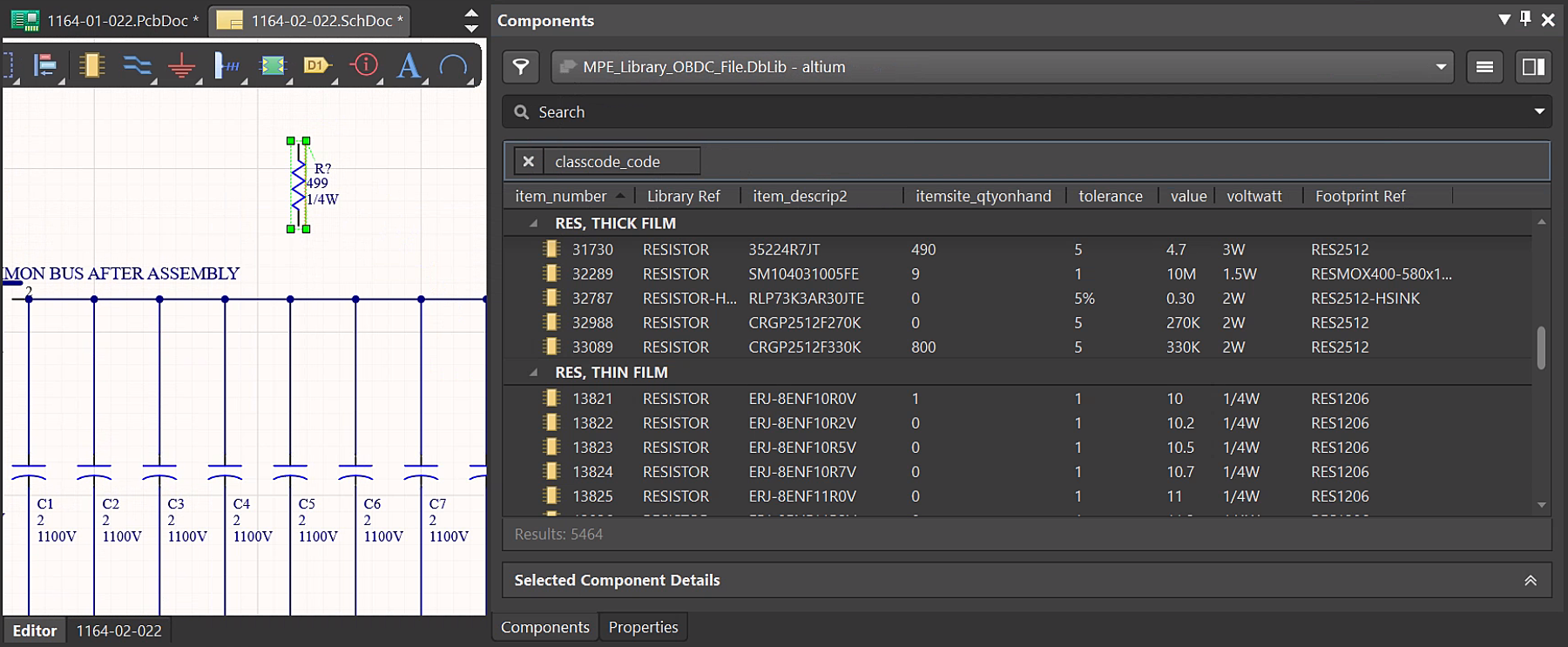
La estrategia de registro más importante que un ingeniero puede adoptar al ingresar nuevos componentes es evitar ingresar nuevos componentes en la medida de lo posible. El ingeniero debe utilizar componentes existentes en la cadena de suministro e introducir nuevos componentes solo cuando sea estrictamente necesario. ¿Realmente se necesita esa resistencia del 1%, o será suficiente una resistencia existente del 5% del almacén? Se invierte mucho esfuerzo en evaluar proveedores, validar distribuidores autorizados, negociar precios, establecer niveles de reorden y controlar registros de inventario. En el lado de fabricación, las máquinas de inserción automática tienen carriles de alimentación limitados. La consolidación de piezas reduce el cambio de bobinas, lo que reduce la mano de obra, y menos manipulación disminuye las posibilidades de errores de selección. Para fomentar la reutilización de materiales en nuevos diseños, Magna-Power integró su base de datos central en su software de esquemáticos y diseño de circuitos. En el diseño de esquemáticos, solo se muestran los componentes activos, junto con los niveles de inventario en tiempo real, como se muestra en la Fig. 10. Arrastrar la pieza al esquemático agrega la huella, el símbolo y alrededor de diez propiedades asociadas; su simplicidad fomenta la reutilización de componentes existentes. Se programó software personalizado para tomar un esquemático e inyectarlo de vuelta en la base de datos. Para placas complicadas, como la nueva generación de placa de control digital de la empresa, que contiene más de 400 componentes, el BOM se inyectó en el software de planificación de recursos empresariales con un solo clic.
A medida que un diseño madura, ingeniería puede realizar ajustes para corregir problemas o implementar características, o planificación puede reemplazar componentes a medida que se vuelven obsoletos o difíciles de adquirir. En estas situaciones, el error humano ocurrirá inevitablemente; ingeniería puede olvidar actualizar un BOM o planificación puede no informar a ingeniería para que revise un esquemático. Tales errores resultan en que los documentos de diseño queden desincronizados con los BOM y producción confundida sobre cuál es el correcto. Para protegerse contra este problema, se creó software personalizado que se ejecuta cuando el departamento de PCB crea recetas para la máquina de inserción automática. El software compara el BOM con el esquemático/diseño de circuito y registra las discrepancias. El software hace referencia cruzada de designadores (por ejemplo, R1, C43, etc.), números de parte, propiedades de componentes (valores, voltaje, potencia, tolerancias), como verificación final de coherencia antes de pasar a producción. La referencia de propiedades de componentes es la más vital, ya que la máquina de inserción automática compara las propiedades cargadas con las resistencias y capacitancias medidas físicamente para verificar que la bobina correcta se instaló en la ubicación del alimentador antes de la colocación.
El versionado de registros ocurre en un par de puntos clave después de la liberación a fabricación (RTM). Magna-Power fija una revisión para un documento (etiqueta) después de la primera inspección del artículo (FAI), cuando no son posibles cambios adicionales. Por ejemplo, un diseño de PCB se etiqueta después de que regresa de la casa de fabricación de placas, ya que los ingenieros a menudo realizan correcciones para el fabricante después de liberar el arte. Una filosofía similar se aplica a la activación de BOM. Cuando el ensamblaje completado termina las pruebas, el ingeniero de diseño realiza una retrospectiva. Este ingeniero revisará los comentarios de todos los tickets de producción para poder tomar una decisión informada. Si la serie de prototipos salió mal, el ingeniero puede optar por simplemente desactivar la revisión pendiente, mantener la existente e intentar de nuevo con una nueva revisión pendiente. Se necesita cuidado y consideración ya que activar un BOM o PCB autoriza a planificación para la producción en masa y la compra de materiales en gran volumen.
El sistema de tickets proporciona un rastro de documentación claro a medida que pasa por múltiples procesos y departamentos. La retrospectiva proporciona tiempo antes de resolver un ticket para que el ingeniero revise y valide que el problema se resolvió efectivamente, identifique áreas de mejora y genere nuevos tickets para el siguiente ciclo de diseño. El éxito del flujo de trabajo depende en gran medida de la diligencia de los departamentos en reportar problemas a través de tickets y de que los ingenieros participen activamente en el proceso de producción.
Controles de versión de firmware y software
Los flujos de trabajo, el versionado y las herramientas descritos para hardware en Magna-Power fueron adoptados de aquellos más comúnmente encontrados en el desarrollo de software. Los desarrolladores de software abordaron hace mucho tiempo el problema de gestionar múltiples archivos digitales entre múltiples personas. Estos desarrolladores también aprendieron a dividir programas grandes en componentes más pequeños, compilar, validar y etiquetar/versionar las revisiones estables. Estas prácticas, cuando se aplican a un producto electrónico completo, alcanzan niveles aún más altos de sofisticación.
La última plataforma digital de Magna-Power tiene bases de código separadas para firmware y cargadores de arranque (que constan de cinco procesadores diferentes y diez proyectos de código), programas para control por computadora, pruebas automatizadas, controladores de LabVIEW e incluso documentación. La fuente de complejidad es que los proyectos de software tienen dependencias entre sí y con el hardware. Tanto el software como el hardware experimentan mejoras continuas para atender las necesidades de los clientes. Ejemplos de complejidades que surgen de esta mejora continua incluyen:
- una revisión específica de PCB necesaria para la última revisión de BOM;
- nuevas características de firmware que pueden estar disponibles solo para un rango de revisiones de BOM;
- procesadores que solo pueden comunicarse entre sí si están en la misma versión de firmware;
- una computadora que solo puede comunicarse con el firmware si están usando la misma versión del protocolo de comunicación;
- memoria persistente en EEPROM que debe adaptarse a los cambios de firmware a medida que se agregan, modifican y eliminan configuraciones guardadas para características.
Magna-Power optó por abordar estas complejidades mediante un sofisticado servidor de integración continua (CIS) desarrollado internamente, diseñado para detectar cambios en el código y luego compilar, probar, cifrar, empaquetar, etiquetar e implementar software tanto internamente como para los clientes. El CIS oculta esta creciente complejidad a ingeniería y producción para que el personal pueda concentrar su energía en el desarrollo/producción y no en la compatibilidad hacia atrás/adelante o en desafíos de herramientas. Este servidor CIS, combinado con un diseño de modelo basado en estados, ha permitido que un único desarrollo de firmware funcione con fuentes de alimentación, cargas electrónicas y otros productos de aplicación especial, al tiempo que permite a los clientes actualizar el firmware en cualquier momento a través de internet. Las placas enviadas como reemplazos se actualizan automáticamente cargando archivos desde la placa principal, y las conexiones producto a producto (maestro/esclavo) pueden activar actualizaciones de firmware entre productos; hasta la fecha, hasta treinta y siete procesadores formaron una red y actualizaron sus diversos firmware.
Integración electrónica y mecánica
Un ensamblaje electrónico puede estar compuesto por múltiples ensamblajes de PCB, ensamblajes metálicos (separadores e insertos), piezas plásticas, piezas de caucho y componentes magnéticos. El diseño y la construcción del ensamblaje involucra a múltiples equipos de ingeniería y departamentos de fabricación. La integración vertical proporciona la agilidad para acortar drásticamente los ciclos de prototipos y comunicar cambios rápidos, proporcionando visibilidad para detectar problemas de fabricación a mitad de ciclo y mejorando la calidad general de los productos.
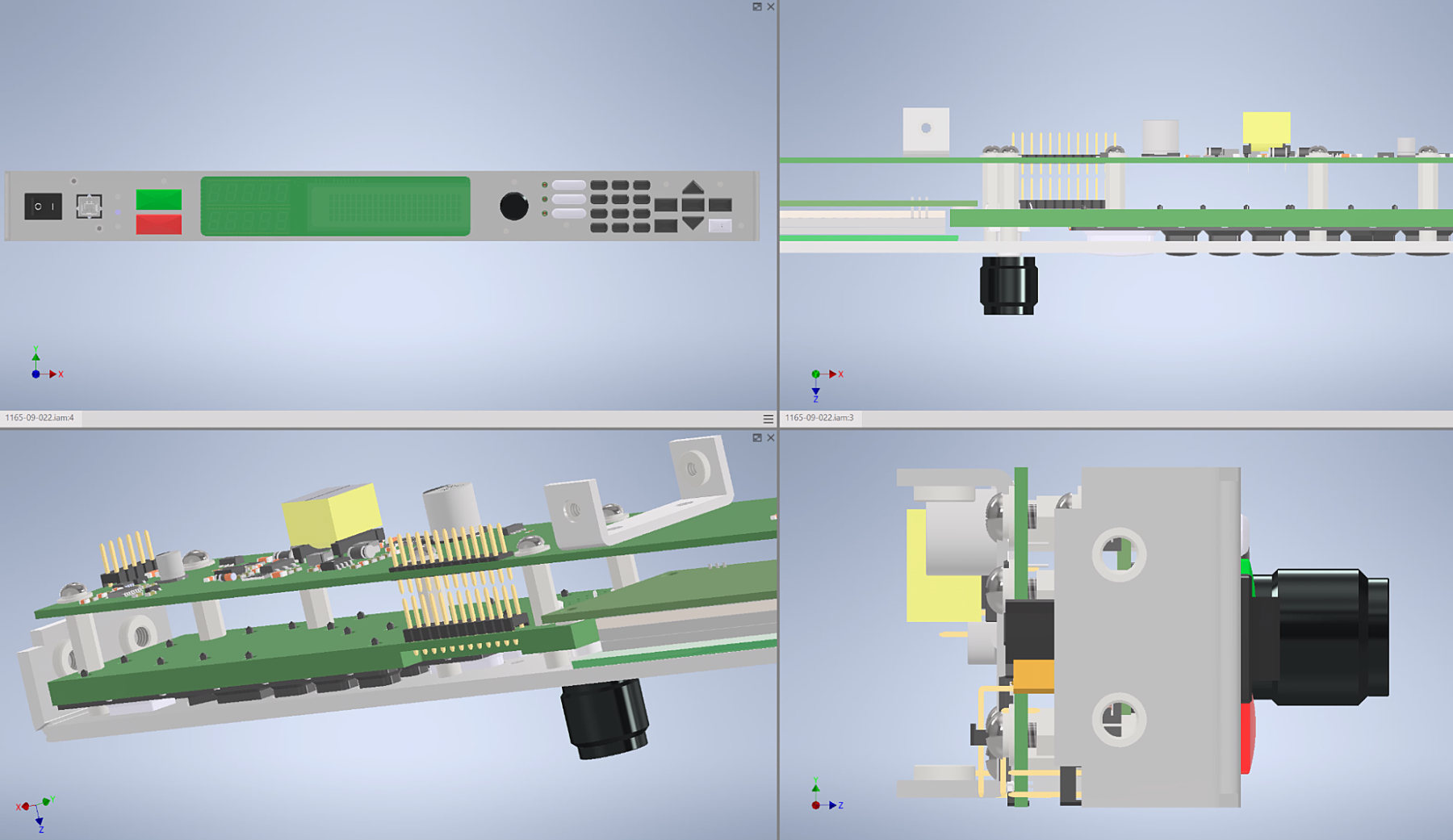
El modelado paramétrico ha sido la herramienta más reciente de Magna-Power para ayudar a verificar el ajuste mecánico de los ensamblajes electrónicos antes de construirlos físicamente. Cada ciclo de prototipo es costoso en términos de tiempo, materiales, herramientas y costo de oportunidad; la motivación para lograr la mayor precisión posible en cada iteración es alta. Un ejemplo de modelado paramétrico eficaz fue el nuevo panel frontal digital de nueva generación de Magna-Power, mostrado en la Fig. 11. El diseño requería superponer múltiples PCB para acomodar una pantalla VFD, teclados, guías de luz, codificador rotativo y diez LED de siete segmentos, todo en 4,4 cm de altura vertical. La electrónica, el firmware y el metal fueron diseñados por múltiples equipos internos, junto con algunos colaboradores externos para teclados, Lexan y almohadillas de impresión. Para este diseño, el equipo eléctrico definió cuerpos 3D para todos los componentes de modo que se pudiera importar una representación 3D precisa al software de modelado. El equipo mecánico utilizó las PCB para determinar las ubicaciones de montaje de las placas, agregar separadores y crear aberturas para los teclados de caucho. Al equipo eléctrico se le proporcionó un plano del panel frontal, que se importó al software de diseño de circuitos para fijar las posiciones de contacto de las almohadillas de carbono. Este proceso de ida y vuelta ilustra la comunicación requerida entre equipos y el intercambio de datos entre software. Para este proyecto, la mayoría de los defectos de diseño se descubrieron antes de entrar en producción. Algunos defectos sí llegaron a producción, como no considerar el espesor del recubrimiento en polvo en las aberturas del teclado. Sin embargo, al ser propietarios de la prensa de punzonado y el sistema de recubrimiento en polvo, se permitieron correcciones rápidas, haciendo que los defectos imprevistos fueran más manejables. El principal cuello de botella del proyecto fue el único componente subcontratado: el teclado.
Conclusión
La consistencia en el diseño es un principio clave que se ha mantenido constante a lo largo de la historia de Magna-Power. A medida que un ingeniero adquiere experiencia, esta consistencia se convierte en intuición. Esta agilidad es fundamental para el éxito de la empresa, permitiéndole soportar una oferta de productos extremadamente amplia con un equipo relativamente pequeño. Si bien la consistencia en el diseño se ha mantenido constante, las estrategias para lograr este principio han evolucionado (y continúan evolucionando) a medida que la empresa crece. Se presentaron herramientas basadas en software que aplican restricciones al proceso de diseño, comparten bibliotecas de componentes y reglas, validan flujos de trabajo de prototipos y automatizan verificaciones de registros de producción contra archivos de diseño. Los diseños también deben considerar procesos, limitaciones de equipos y normas, como se describió a través de las experiencias de Magna-Power trabajando con muchos proveedores de PCB, donde se especificaron los propios procesos de producción interna de la empresa y varias estrategias clave de diseño de PCB.
Acerca de los autores
Grant Pitel ([email protected]) es el director de tecnología de Magna-Power Electronics, Flemington, NJ, EE. UU. Obtuvo sus títulos de M.S. y Ph.D. en ingeniería eléctrica e informática de la University of Illinois Urbana-Champaign, IL, EE. UU.
Adam Pitel ([email protected]) es el director ejecutivo de Magna-Power Electronics, Flemington, NJ, EE. UU. Obtuvo el título de M.Eng de Princeton University, NJ, EE. UU.
Referencias
[1] "IPC-2221B", Generic Standard for Printed Board Design, noviembre de 2012.
[2] "IPC-A-610H", Acceptability of Electronic Assemblies, septiembre de 2020.
[3] "IEC 60947-1:2020", Low-voltage switchgear and control gear - Part 1: General rules, abril de 2020.
[4] J. Maxwell y E. Lemus, "Arc Season and Board Design Observations" presentado en el Capacitor and Resistor Technology Symposium, Orlando, FL, EE. UU., 2006.