



Progettazione Hardware di Elettronica di Potenza per la Producibilità
Questo articolo è stato scritto da Magna-Power Electronics ed è apparso originariamente come articolo di copertina nel numero Q4 2021 dell'IEEE Power Electronics Magazine. DOI: 10.1109/MPEL.2021.3123832
Con un piccolo e diversificato team di ingegneri, Magna-Power Electronics può offrire oltre 250.000 diverse configurazioni di alimentatori programmabili e carichi elettronici, con livelli di corrente fino a 10.000 Adc, livelli di tensione fino a 10.000 Vdc e livelli di potenza fino a 3.000 kW. Questa impresa è resa possibile grazie a team di ingegneria e produzione strettamente integrati, minimizzando la manodopera e massimizzando l'automazione, e imponendo la coerenza come principio fondamentale in tutti i progetti. Questo articolo condivide diverse strategie all'interno del processo di progettazione dell'elettronica di potenza che l'azienda ha perfezionato durante i suoi 40 anni di storia, tra cui la progettazione di circuiti stampati (PCB) e la selezione dei fornitori, i controlli di prototipazione e progettazione e l'integrazione elettromeccanica. Sebbene Magna-Power abbia operazioni di produzione quasi completamente internalizzate sotto un unico tetto, le strategie presentate possono essere implementate anche attraverso stretti rapporti con i fornitori e la comprensione dei vincoli derivanti dai vari processi produttivi e macchinari.
Progettazione di Circuiti Stampati
La fabbricazione di PCB è uno dei pochi componenti di produzione che l'azienda esternalizza. È anche il componente più complesso da specificare, revisionare e gestire a livello di inventario. Comunicare correttamente i requisiti di progettazione al produttore di PCB, insieme all'osservanza dei singoli vincoli di fabbricazione, consente ai progetti di essere fungibili tra i produttori; tale processo è stato perfezionato nel corso di molti anni sperimentando con diversi fornitori. Supportare più linee di prodotto richiede il mantenimento di un pool di produttori con diverse specializzazioni. Alcuni eccellono nel passo fine e nei molteplici strati, altri sono specializzati in rame ad alto spessore e/o fibra di vetro resistente alle alte temperature, e alcuni nei prototipi a consegna rapida che operano 24 ore su 24, 7 giorni su 7. Più produttori da diverse regioni hanno aggiunto molta resilienza alla nostra catena di approvvigionamento, il che è vantaggioso quando un paese chiude per festività, e recentemente a causa del COVID-19.
Le due sezioni successive esplorano le considerazioni produttive per la progettazione e fabbricazione di layout ad alta tensione e alta corrente. Ogni considerazione è presentata seguita da immagini delle conseguenze reali quando viene ignorata.
Circuiti Stampati ad Alta Corrente
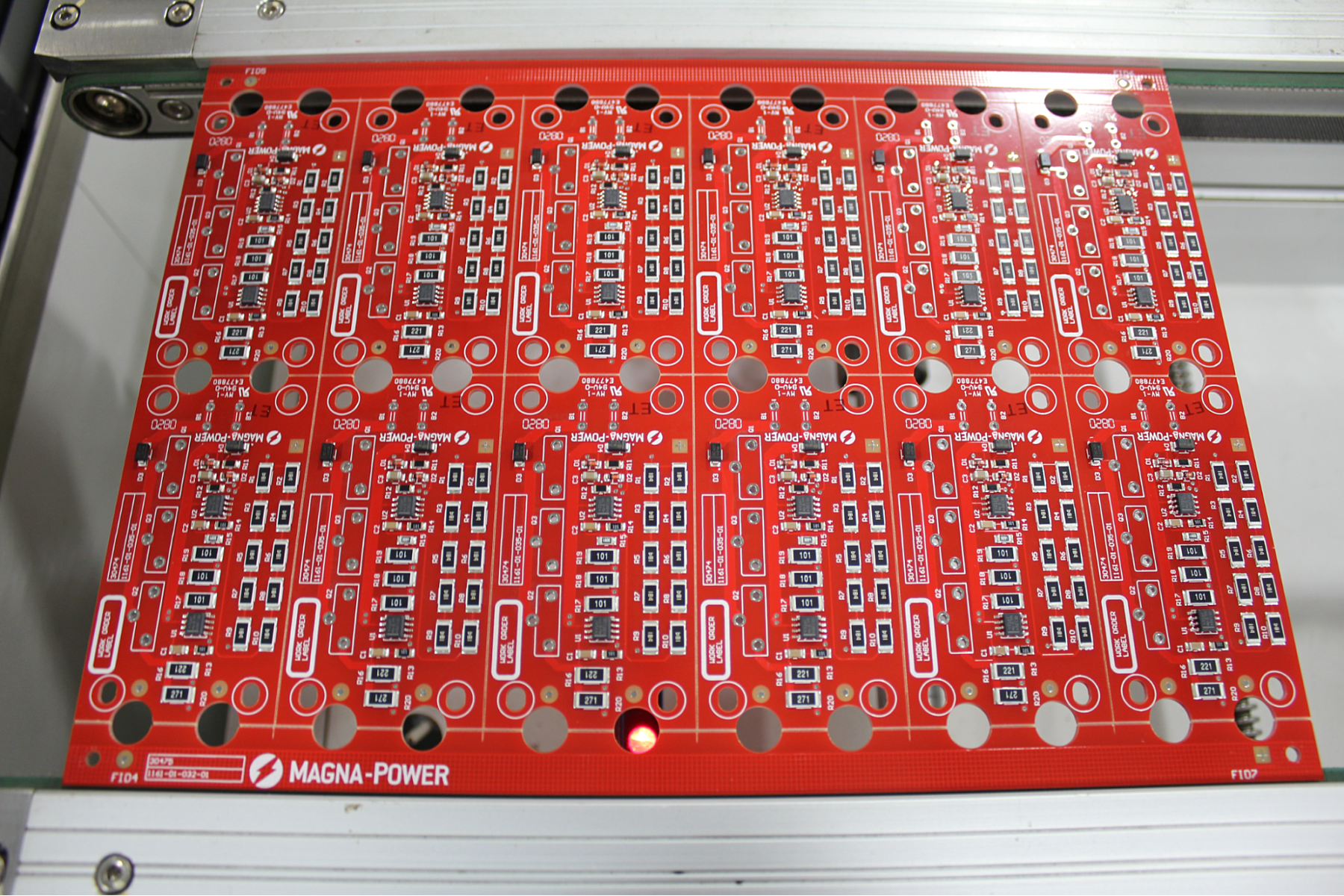
La corrente che un PCB può gestire è determinata dallo spessore del rame, specificato in once, e dal numero di conduttori, specificato in strati. Lavorare con rame spesso (alto spessore in once) su FR4 introduce sfide sia sul lato della fabbricazione della scheda sia nell'assemblaggio del circuito, principalmente radicate in limitazioni chimiche e dei macchinari. Il rame spesso (che per Magna-Power è 4 oz o più) è più difficile da incidere con acido, e il fabbricante di PCB avrà tolleranze più ampie e indicazioni di progettazione alternative. Ad esempio, uno dei nostri produttori di schede raccomanda una larghezza minima della pista di 5 mils per rame da 1 oz. Questa raccomandazione sale a 15 mils per rame da 4 oz. Una pista più larga limita la selezione di IC digitali installabili su una scheda. L'informatica mobile ha spinto i chip verso dimensioni sempre più ridotte, riducendo il passo sui package degli IC, i cui terminali sono spesso troppo ravvicinati per il routing delle piste su schede di potenza. La soluzione a questo problema consiste nel consolidare i circuiti logici e di controllo su un PCB a basso spessore di rame che si accoppia con PCB ad alto spessore di rame, come mostrato in Fig. 1.
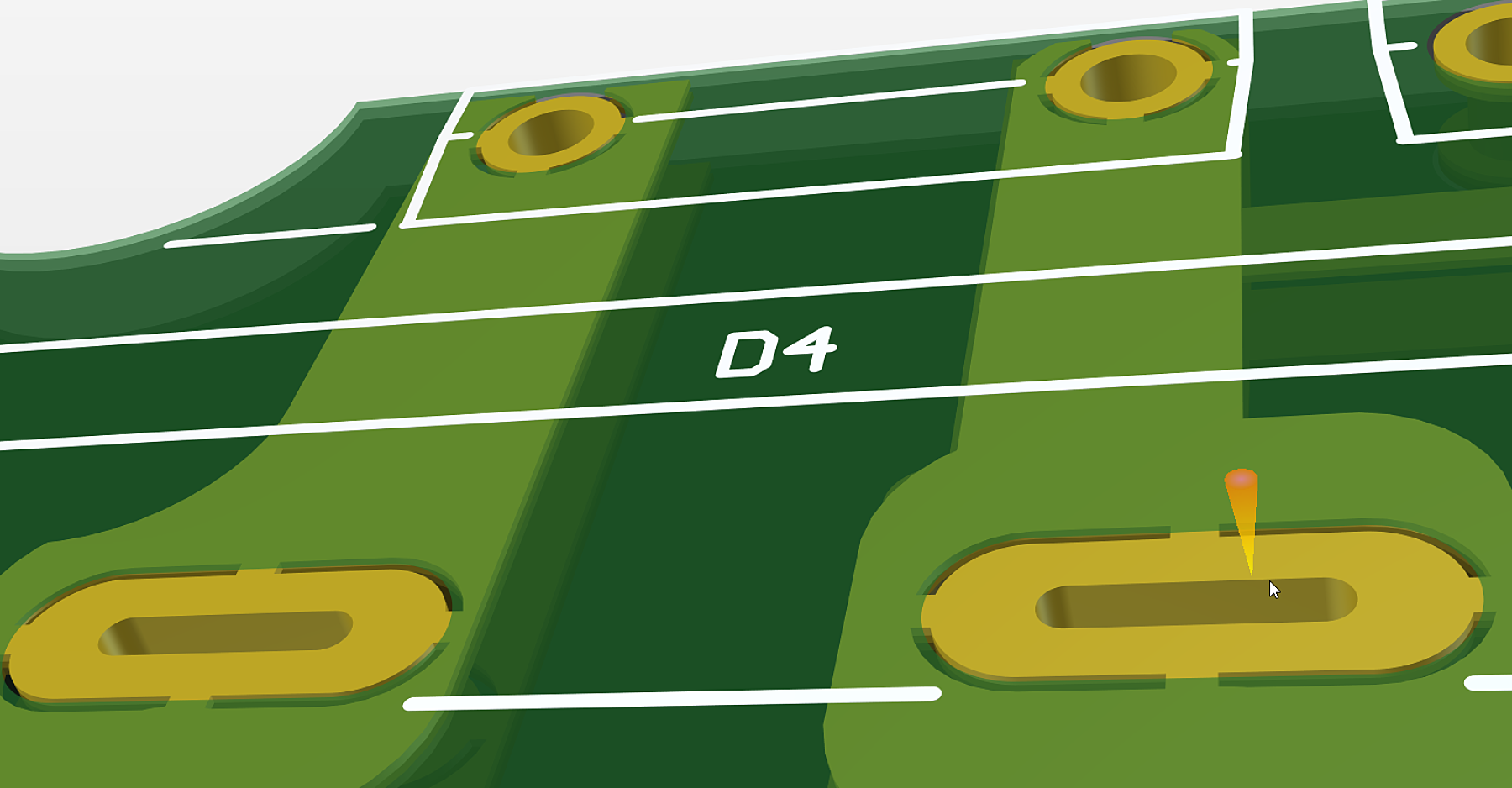
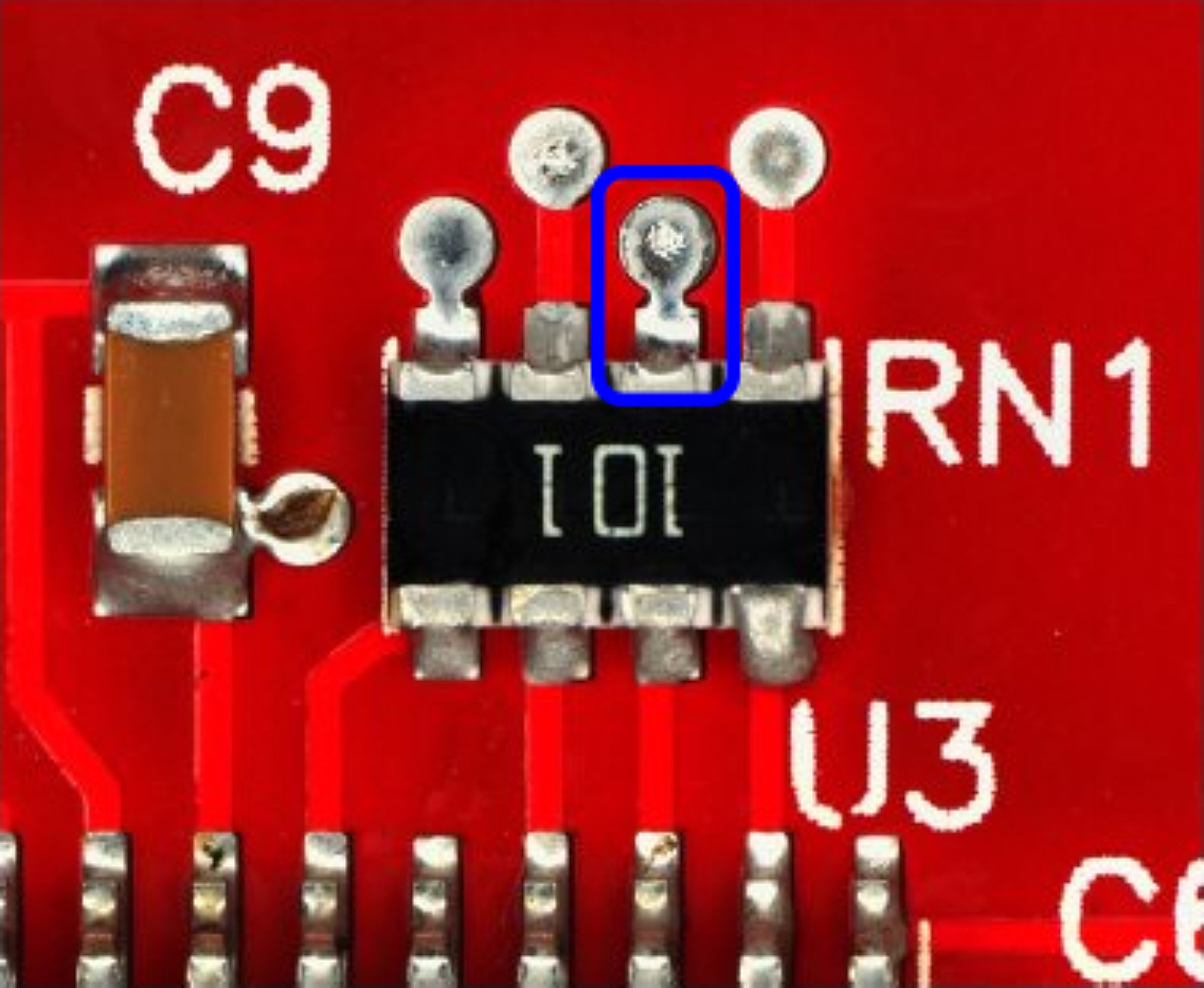
Il rame è un eccellente conduttore elettrico e termico. Quest'ultima proprietà è indesiderabile per la produzione poiché dissipa il calore dai giunti, abbassando la temperatura al di sotto di quella necessaria per fondere completamente la saldatura. I rilievi termici, come mostrato in Fig. 2, sono raccomandati per qualsiasi connessione tra piano di rame e pad, in modo che la produzione possa saldare più facilmente. I singoli pad PCB ad alta corrente (terminali, linguette bus, ecc.) dovrebbero essere suddivisi in più connessioni parallele. Ciò produce la stessa corrente in uscita aumentando al contempo la conduttanza termica di ciascun giunto, il che facilita la saldatura, come mostrato in Fig. 3. Poiché la maggior parte degli assemblaggi a foro passante passa attraverso una macchina a saldatura ad onda, dove i giunti vengono saldati tutti contemporaneamente, le connessioni aggiuntive non hanno alcun impatto sulla manodopera e rendono più efficiente qualsiasi rilavorazione con saldatore.

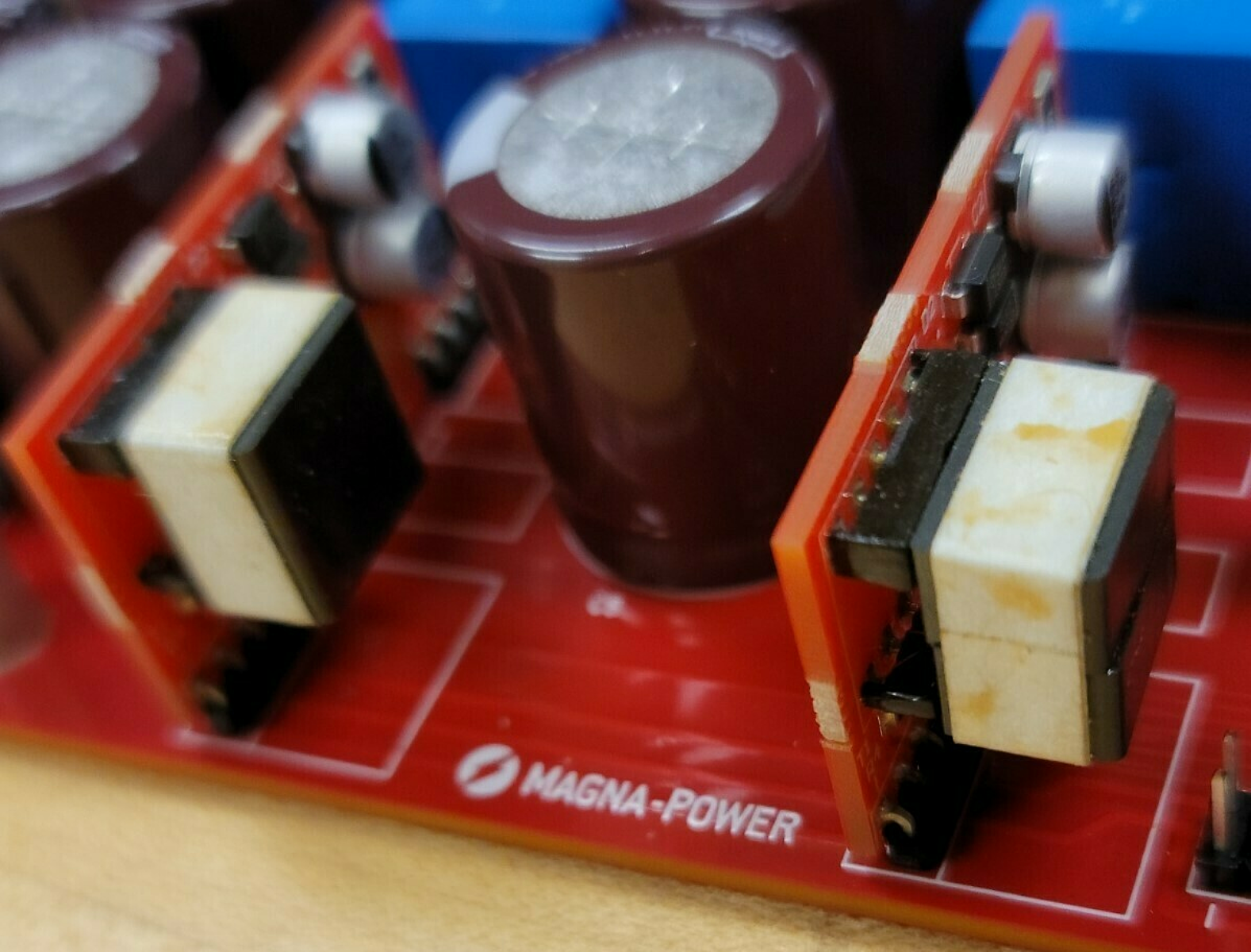
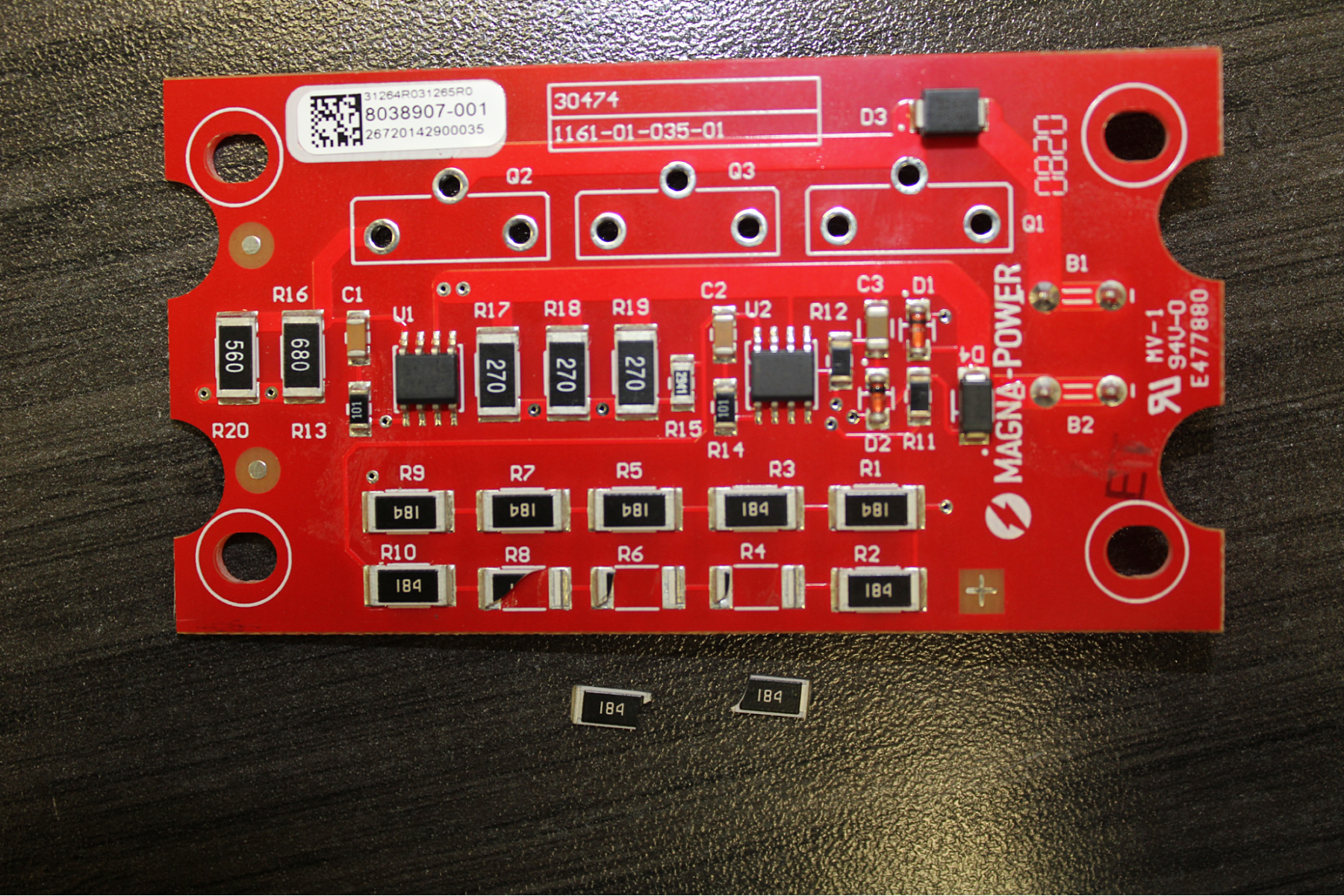
La maggior parte dei PCB Magna-Power mantiene uno spessore di 62 mils, che è lo stack-up di strati comune nel settore. Per i PCB ad alta corrente, ogni strato di rame è di 5,6 mils, quindi quando sono necessari più strati, lo spessore del nucleo viene aumentato per mantenere rigido l'assemblaggio finale. Su un PCB a 4 oz e 4 strati, i progetti Magna-Power utilizzano un nucleo dielettrico di 59 mils e uno stack-up totale della scheda di 92 mils. Lo spessore del nucleo mantiene la scheda piatta sulla macchina pick and place, portando a un posizionamento più accurato dei componenti, e previene la deformazione causata dal calore nel forno a onda o a rifusione. La flessione del PCB causata dalla manipolazione generale, dall'inserimento di componenti pesanti (trasformatori, dissipatori) può causare la rottura di resistori e condensatori a montaggio superficiale. Posizionare i componenti troppo vicino al bordo della scheda è un errore di progettazione comune che viene rapidamente identificato nel processo produttivo; la pressione applicata da una sega per la depanelizzazione flette i PCB abbastanza da rompere i delicati condensatori ceramici MLCC, e persino i resistori a film spesso, come mostrato in Fig. 4.
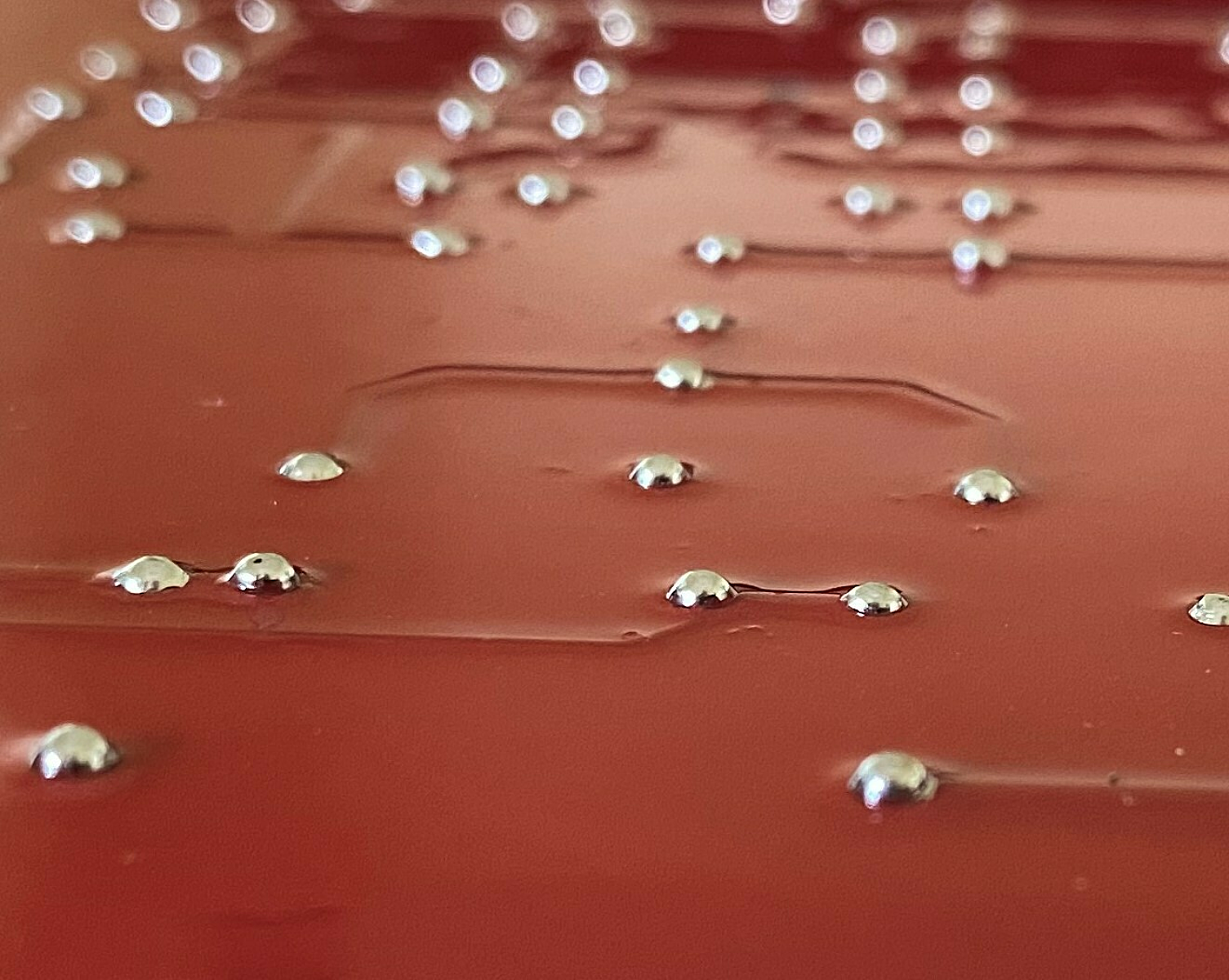
È necessario interiorizzare le limitazioni di fabbricazione del produttore di PCB, che cambiano con le offerte di spessore del rame in once. Un vincolo critico e non ovvio è il minimo solder sliver, che descrive la risoluzione di stampa della maschera di saldatura. Ad esempio, un produttore di PCB specifica 8,5 mils di maschera per rame da 1 oz e 11,5 mils per 4 oz. Il nostro fornitore storico ha spiegato che il rame spesso solleva maggiormente la superficie, il che causa problemi nel processo di mascheratura, che si aspetta una superficie piatta. Potrebbero essere necessari più passaggi sulla serigrafia della maschera di saldatura per rivestire completamente la superficie superiore e riempire le creste tra il rame e il dielettrico, il che aumenta anche la tolleranza richiesta. I fabbricanti di PCB spesso rimuovono automaticamente la maschera di saldatura quando la spaziatura è troppo ridotta, causando difetti di saldatura. Senza maschera, i pad sullo stesso nodo si uniscono come mostrato in Fig. 5, e le vie possono assorbire la saldatura da un chip montato, privando i terminali di saldatura e causando difetti di saldatura [1] come mostrato in Fig. 6.
Circuiti Stampati ad Alta Tensione
Esistono molti vincoli specifici dei macchinari che devono essere considerati nella progettazione di PCB ad alta corrente. Per la progettazione di PCB ad alta tensione, questi vincoli sono prevalentemente elettrici. Tracciare i vincoli tra diversi spessori di rame in once e produttori sarebbe arduo e soggetto a errore umano se fatto manualmente. Le regole di progettazione all'interno del software di progettazione PCB sono ampiamente utilizzate da Magna-Power per documentare e applicare automaticamente vincoli complessi e variabili, in tempo reale. I difetti scoperti in un progetto PCB vengono permanentemente memorizzati, versionati e applicati tramite una regola di progettazione per il progetto, universalmente attraverso una libreria di regole di progettazione, o utilizzando un footprint dalla libreria master. Memorizzando i difetti in questo modo, una scoperta viene condivisa con l'intero team di ingegneria e non viene ripetuta nei progetti futuri. Le due principali regole di progettazione per i PCB ad alta tensione sono la clearance e la creepage. Le net con alto e basso potenziale vengono identificate e raggruppate, e le regole di distanza tra di esse vengono impostate in base alla tensione nel caso peggiore e alle raccomandazioni della IPC-2221 [2]. Il vantaggio della progettazione basata su regole è che i piani di rame si regolano automaticamente per soddisfare le regole di progettazione, fornendo al contempo il massimo rame consentito in ciascuna area. Un condensatore ceramico instradato con vincoli sul nostro assemblaggio di uscita ad alta tensione è mostrato in Fig. 7. In questo esempio, la creepage ha una priorità più alta della clearance, quindi il verificatore delle regole di progettazione approverà il progetto nonostante il mancato rispetto della clearance. Inoltre, si noti come la regola di clearance ritaglia con precisione il rame nelle aree ad alto potenziale.

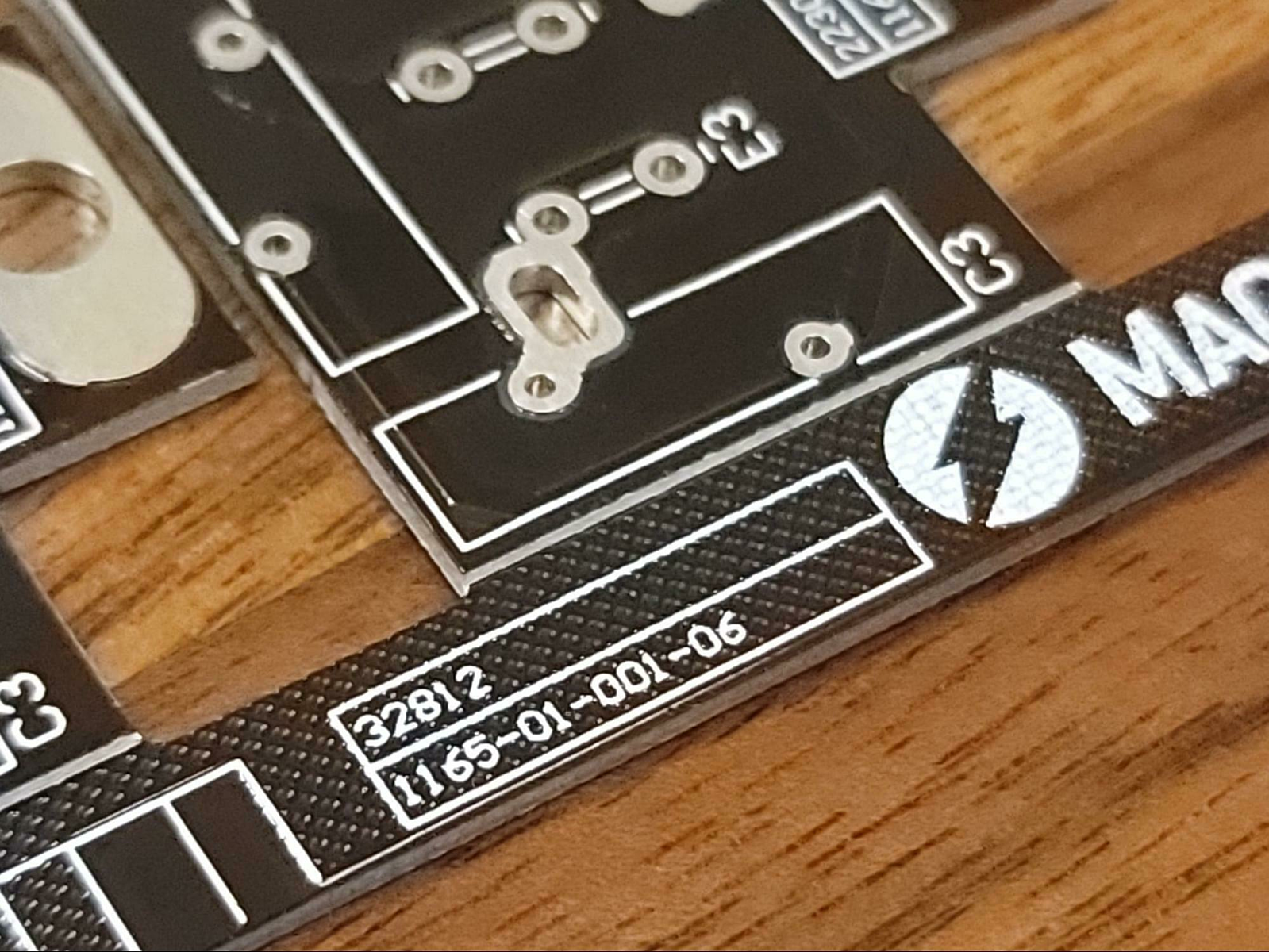
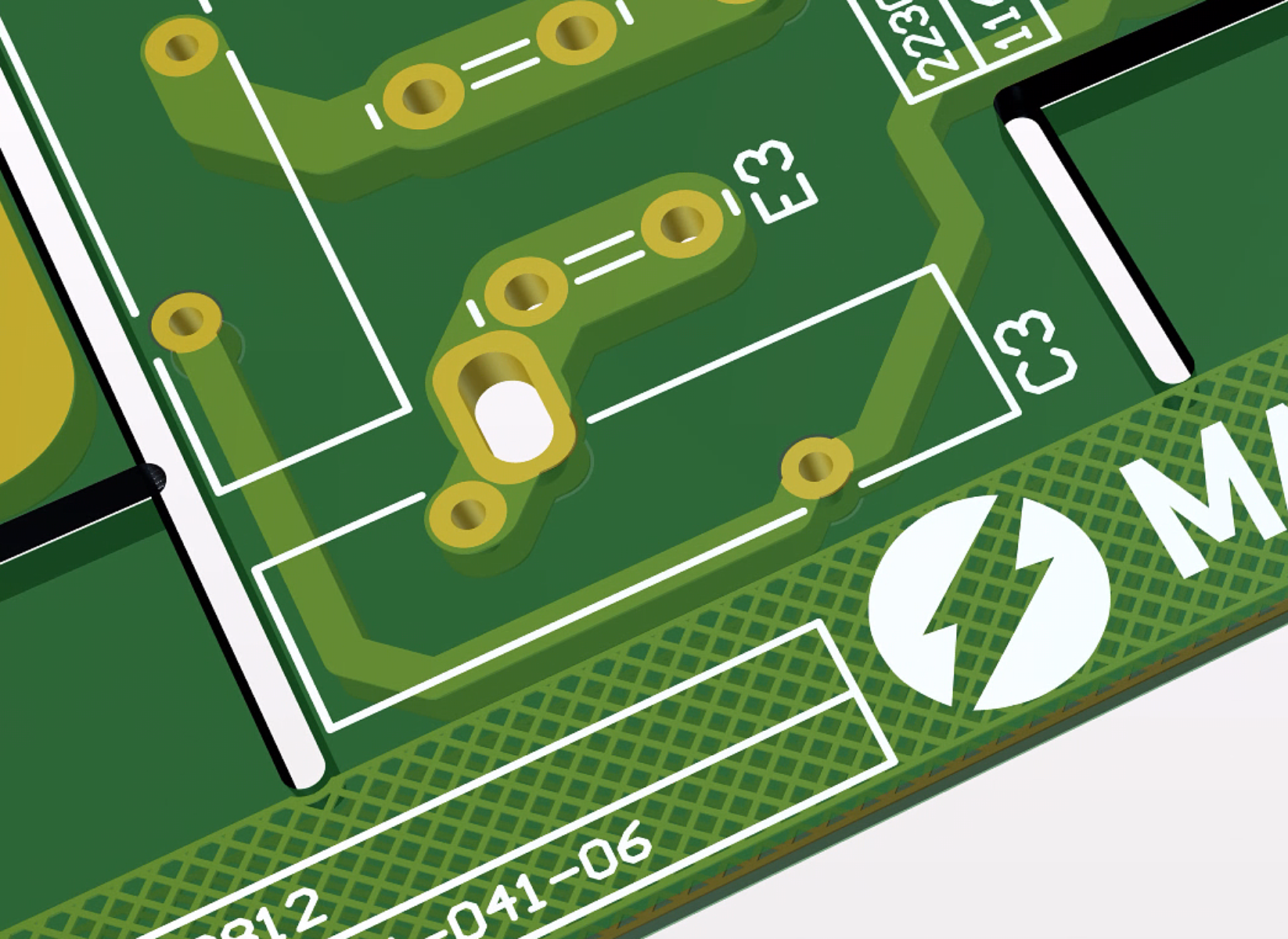
Le distanze di creepage selezionate dipendono anche dal processo produttivo implementato. La IEC 60947-1 [3] mostra che gli inquinanti superficiali e il materiale dielettrico riducono la creepage, il che per gli alimentatori si traduce in una minore densità di potenza. La fresatura di fessure nel dielettrico, come fatto nella Fig. 7, ha dimostrato sperimentalmente in [4] di aumentare la tensione di scarica del 20%. Tutti i prodotti Magna-Power sono apparecchiature standardizzate, di precisione, montabili a rack, utilizzate in laboratori ragionevolmente puliti (grado di inquinamento 2) e progettate di conseguenza. Le spaziature per gli stadi di ingresso sono dimensionate per 1,2 kV nel caso peggiore (480 V con sorgente trifase). La spaziatura dello stadio di uscita è definita dalla tensione nominale di uscita in cc. All'estremo, per gli alimentatori della Serie XR di Magna-Power (intervalli fino a 10 kVdc in uscita), tutti i PCB della sezione di uscita vengono lavati dopo la produzione per prevenire archi elettrici. La maggior parte degli altri assemblaggi a bassa tensione utilizza un processo no-clean, che richiede meno manodopera, a scapito del flusso residuo (inquinanti). Gli assemblaggi ad alta tensione dovrebbero inoltre evitare bordi taglienti, che possono diventare punti di innesco dell'arco. I bordi possono essere evitati applicando regole di progettazione ad angolo acuto nel software, instradando con tracce e riempimenti arrotondati e tagliando a filo i terminali dei componenti a foro passante, come mostrato nella Fig. 8. Nonostante tutte queste regole di progettazione e precauzioni produttive, i detriti possono ancora contaminare involontariamente le aree ad alta tensione (ad es., trucioli metallici da sbavatura inadeguata). Pertanto, tutti i prodotti da 1 kV e oltre vengono sottoposti a test di rigidità dielettrica prima dell'inizio di qualsiasi collaudo in fabbrica.
Gestione dei prototipi per la produzione interna
Il tracciamento e la gestione efficace dei prototipi insieme agli ordini di lavoro di produzione è stata una sfida a lungo termine per Magna-Power, richiedendo numerose iterazioni nella logica aziendale e nella tenuta dei registri. L'obiettivo è trattare un lavoro di prototipazione come qualsiasi lavoro standard e farlo seguire le procedure di produzione standard. Esporre i nuovi progetti al maggior numero possibile di processi rivelerà difetti sia elettrici che produttivi ed è un vantaggio chiave dell'internalizzazione. L'impostazione di una piccola serie di produzione/prototipazione richiede un lavoro preliminare di registrazione: tutti i componenti devono essere inseriti nel database, la Distinta Base (BOM) completata, gli ordini di acquisto firmati, gli Ordini di Lavoro (WO) emessi e i kit preparati. Individuare errori di registrazione, sebbene non sia un'attività affascinante, è un compito altrettanto importante. Aspettare la produzione di massa per trovare questi errori può diventare un errore molto costoso. Questa sezione descrive l'approccio di Magna-Power alla tenuta dei registri e al versionamento necessario affinché la produzione possa leggere un progetto, così come gli strumenti software personalizzati sviluppati per supportare l'inserimento e la validazione dei dati, e infine le retrospettive ingegneristiche post-produzione, il tutto per mantenere al minimo le costose iterazioni di progettazione.
Controllo dei documenti
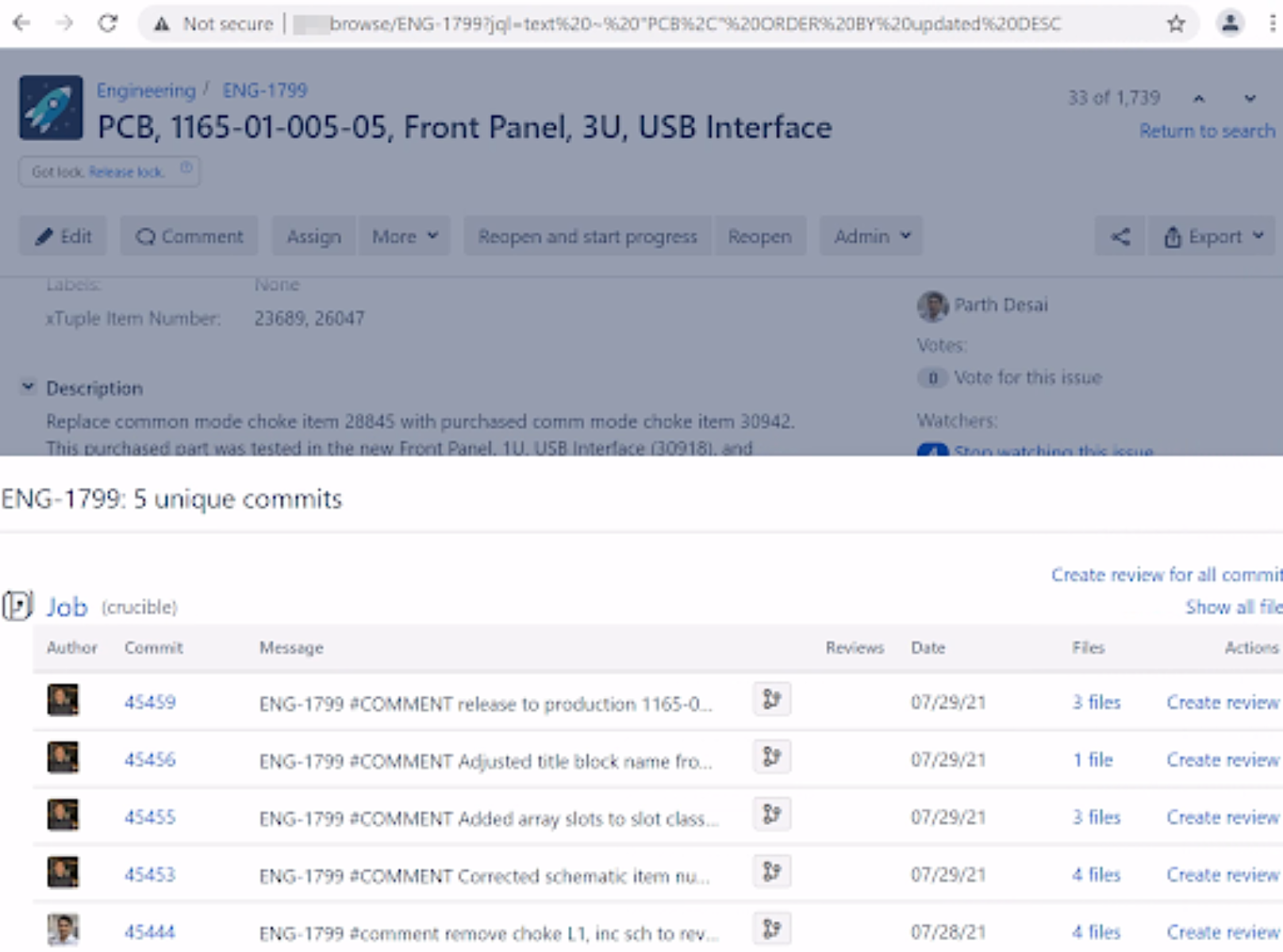
La maggior parte dei reparti di produzione si affida ai disegni tecnici per trasformare i progetti in realtà. Nuovi disegni e modifiche derivano da una funzionalità, un problema o un miglioramento di un prodotto, segnalati dalla produzione, dalla direzione, dalle vendite/marketing o da un cliente sotto forma di ticket. L'ingegnere assegnato a questo ticket ricercherà e raggrupperà i ticket correlati in modo che più ticket possano essere risolti/avanzati nella stessa serie di prototipazione. Quando i disegni vengono creati o modificati per la prima volta, vengono inseriti in una cartella di lavoro in un sistema di controllo versione dei file. Ogni modifica è collegata al ticket originale, fornendo una registrazione storica completa delle modifiche ai file insieme alle giustificazioni, tutto in un'unica posizione, come mostrato nella Fig. 9. In un sistema di controllo versione, nessun file viene mai eliminato, solo le persone autorizzate possono visualizzare o modificare i file, tutti hanno accesso centralizzato e due ingegneri non possono sovrascrivere il lavoro dell'altro. Un tale sistema è necessario quando si lavora in un ambiente ingegneristico/produttivo altamente collaborativo. Lo stesso controllo versione viene utilizzato per schemi elettrici, layout, disegni meccanici, disegni dei componenti magnetici e codice sorgente. Questo sistema viene utilizzato anche per archiviare ricette complesse di pick and place e programmi per macchine robotiche, in modo che i lavori possano essere richiamati rapidamente e siano ripetibili. Il sistema di ticket/controllo versione implementato dall'azienda ha risolto un importante conflitto culturale tra il mondo dell'ingegneria e quello della produzione. Gli ingegneri prosperano con il cambiamento e il miglioramento, mentre i produttori prosperano con la qualità e la ripetibilità. Il ticket fornisce alla produzione la motivazione per giustificare il cambiamento, mentre il versionamento blocca un progetto e garantisce la ripetibilità.
Registri di produzione
Gli ingegneri responsabili della progettazione iniziale dei documenti sono anche quelli che creano per primi i nuovi record per componenti e BOM. Le aziende che separano nettamente ingegneria, produzione e pianificazione spesso finiscono con sistemi di registrazione duplicati, non sincronizzati e soggetti a errori. L'integrazione verticale di Magna-Power insieme ai suoi registri centralizzati consente la condivisione dei dati tra gli strumenti di progettazione e le apparecchiature di produzione, i cui vantaggi sono discussi in questa sezione.
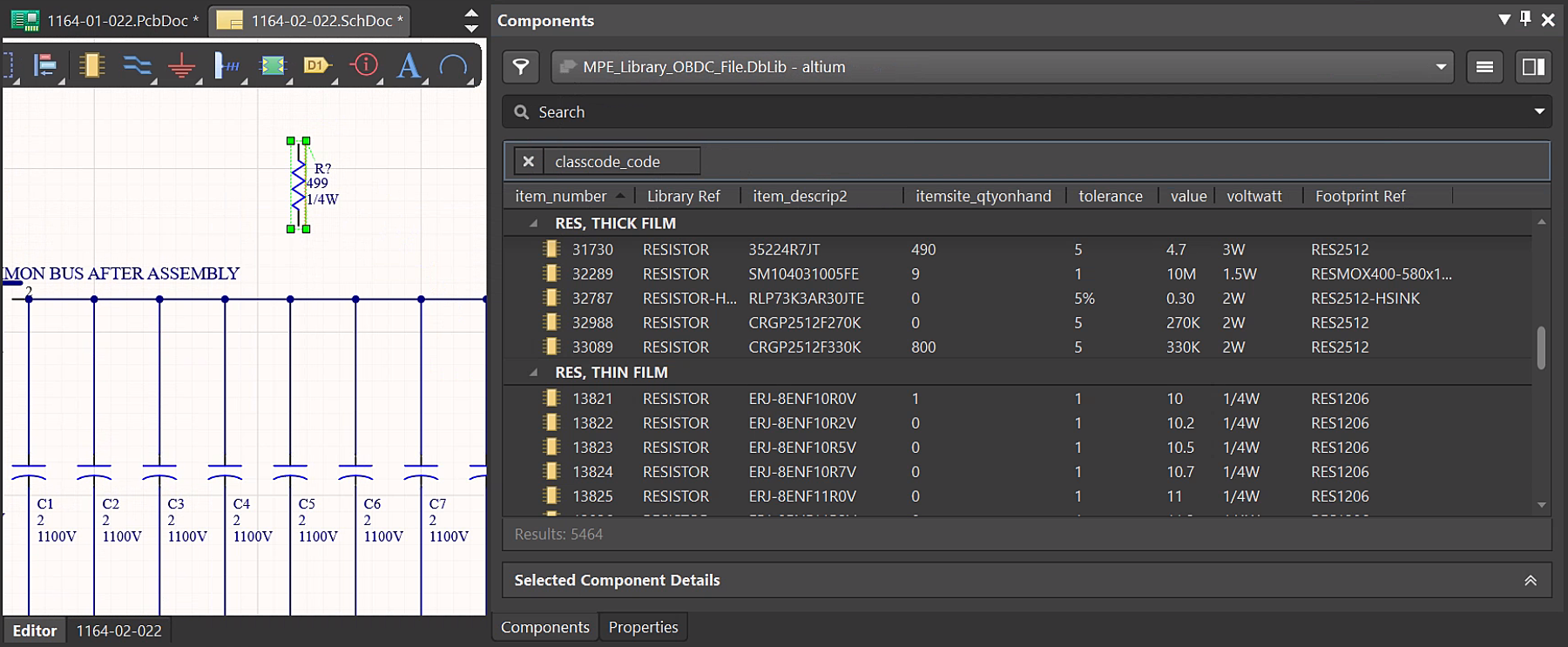
La strategia di registrazione più importante che un ingegnere può adottare nell'inserimento di nuovi componenti è evitare il più possibile di inserire nuovi componenti. L'ingegnere dovrebbe utilizzare componenti esistenti nella catena di approvvigionamento e introdurre nuovi componenti solo quando è strettamente necessario. Quel resistore all'1% è davvero necessario, o un resistore al 5% esistente dal magazzino sarà sufficiente? Molto impegno viene dedicato alla valutazione dei fornitori, alla validazione dei distributori autorizzati, alla negoziazione dei prezzi, all'impostazione dei livelli di riordino e al controllo dell'inventario. Sul lato produttivo, le macchine pick and place hanno un numero limitato di corsie per i feeder. Il consolidamento dei componenti riduce il cambio delle bobine, il che riduce la manodopera, e una minore manipolazione abbassa le probabilità di errori di prelievo. Per incoraggiare il riutilizzo dei materiali nei nuovi progetti, Magna-Power ha integrato il suo database centrale nel software di progettazione schematica e layout. Nella progettazione dello schema, vengono mostrati solo i componenti attivi, insieme ai livelli di inventario in tempo reale, come mostrato nella Fig. 10. Trascinando il componente nello schema si aggiungono il footprint, il simbolo e circa dieci proprietà associate: la sua semplicità incoraggia il riutilizzo dei componenti esistenti. È stato programmato un software personalizzato per prendere uno schema e reinserirlo nel database. Per schede complesse, come la nuova generazione della scheda di controllo digitale dell'azienda, che contiene oltre 400 componenti, la BOM è stata inserita nel software di pianificazione delle risorse aziendali con un solo clic.
Man mano che un progetto matura, l'ingegneria può apportare modifiche per risolvere problemi o implementare funzionalità, oppure la pianificazione può sostituire componenti che diventano obsoleti o difficili da reperire. In queste situazioni, l'errore umano si verificherà inevitabilmente; l'ingegneria può dimenticare di aggiornare una BOM o la pianificazione può non comunicare all'ingegneria di revisionare uno schema. Tali errori portano i documenti di progettazione a non essere sincronizzati con le BOM e la produzione a non sapere quale sia corretto. Per proteggersi da questo problema, è stato creato un software personalizzato che viene eseguito quando il reparto PCB crea le ricette per la macchina pick and place. Il software confronta la BOM con lo schema/layout e registra le discrepanze. Il software incrocia i designatori (ad es. R1, C43, ecc.), i codici componente, le proprietà dei componenti (valori, tensione, potenza, tolleranze), come verifica finale di congruenza prima della produzione. Il riferimento incrociato delle proprietà dei componenti è fondamentale, poiché la macchina pick and place confronta le proprietà caricate con le resistenze e capacità fisiche misurate per verificare che la bobina corretta sia stata installata nella posizione del feeder prima del posizionamento.
Il versionamento dei record avviene in alcuni punti chiave dopo il rilascio alla produzione (RTM). Magna-Power blocca una revisione per un documento (tag) dopo la prima ispezione dell'articolo (FAI), quando non sono più possibili ulteriori modifiche. Ad esempio, un layout PCB viene taggato dopo il ritorno dalla fabbrica di circuiti stampati, poiché gli ingegneri spesso apportano correzioni per il fabbricante dopo aver rilasciato le artwork. Una filosofia simile viene applicata all'attivazione delle BOM. Quando l'assemblaggio completato supera i test, l'ingegnere progettista esegue una retrospettiva. Questo ingegnere esaminerà il feedback su tutti i ticket di produzione, in modo da poter prendere una decisione informata. Se la serie di prototipazione è andata male, l'ingegnere può scegliere di disattivare semplicemente la revisione in sospeso, mantenere quella esistente e riprovare con una nuova revisione in sospeso. Attenzione e ponderazione sono necessarie poiché l'attivazione di una BOM o di un PCB autorizza la pianificazione per la produzione di massa e l'acquisto di materiali in grandi volumi.
Il sistema di ticketing fornisce una chiara traccia documentale man mano che passa attraverso molteplici processi e reparti. La retrospettiva fornisce tempo prima della chiusura di un ticket affinché l'ingegnere possa esaminare e validare che il problema sia stato effettivamente risolto, identificare aree di miglioramento e generare nuovi ticket per il ciclo di progettazione successivo. Il successo del flusso di lavoro dipende fortemente dalla diligenza dei reparti nel segnalare i problemi tramite ticket e dal coinvolgimento attivo degli ingegneri nel processo produttivo.
Controlli di versione per firmware e software
I flussi di lavoro, il versionamento e gli strumenti di Magna-Power descritti per l'hardware sono stati adottati da quelli più comunemente utilizzati nello sviluppo software. Gli sviluppatori software hanno da tempo affrontato il problema della gestione di più file digitali tra più persone. Questi sviluppatori hanno anche imparato a suddividere programmi di grandi dimensioni in componenti più piccoli, compilare, validare e taggare/versionare le revisioni stabili. Queste pratiche, quando applicate a un intero prodotto elettronico, raggiungono livelli di sofisticazione ancora più elevati.
L'ultima piattaforma digitale di Magna-Power ha codebase separate per firmware e bootloader (composti da cinque diversi processori e dieci progetti di codice), programmi per il controllo da computer, test automatizzati, driver LabVIEW e persino documentazione. La fonte della complessità è che i progetti software hanno dipendenze tra loro e con l'hardware. Sia il software che l'hardware sono sottoposti a miglioramenti continui per rispondere alle esigenze dei clienti. Esempi di complessità derivanti da questo miglioramento continuo includono:
- una specifica revisione del PCB necessaria per l'ultima revisione della BOM;
- nuove funzionalità firmware che possono essere disponibili solo per un intervallo di revisioni BOM;
- processori che possono comunicare tra loro solo se hanno la stessa versione firmware;
- un computer che può comunicare con il firmware solo se utilizzano la stessa versione del protocollo di comunicazione;
- memoria persistente in EEPROM che deve adattarsi alle modifiche firmware man mano che le impostazioni salvate per le funzionalità vengono aggiunte, modificate e rimosse.
Magna-Power ha scelto di affrontare queste complessità attraverso un sofisticato server di integrazione continua (CIS) sviluppato internamente, progettato per rilevare le modifiche al codice, quindi compilare, testare, crittografare, confezionare, taggare e distribuire il software sia internamente che ai clienti. Il CIS nasconde questa crescente complessità all'ingegneria e alla produzione, così che il personale possa concentrare le proprie energie sullo sviluppo/produzione e non sulla compatibilità all'indietro/in avanti o sulle sfide degli strumenti. Questo server CIS, combinato con la progettazione basata su modelli a stati, ha permesso a un singolo sviluppo firmware di funzionare con alimentatori, carichi elettronici e altri prodotti per applicazioni speciali, consentendo al contempo ai clienti di aggiornare il firmware in qualsiasi momento via internet. Le schede inviate come ricambi si aggiornano automaticamente flashando i file dalla scheda principale, e le connessioni tra prodotti (master/slave) possono attivare aggiornamenti firmware incrociati tra prodotti; fino ad oggi, trentasette processori hanno formato una rete e aggiornato i rispettivi firmware.
Integrazione elettronica e meccanica
Un assemblaggio elettronico può essere composto da più assemblaggi PCB, assemblaggi metallici (distanziatori e inserti), parti in plastica, parti in gomma e componenti magnetici. La progettazione e la costruzione dell'assemblaggio coinvolgono più team di ingegneria e reparti di produzione. L'integrazione verticale fornisce l'agilità per accorciare drasticamente i cicli di prototipazione e comunicare modifiche rapide, offrendo visibilità per individuare problemi di produzione a metà ciclo e migliorando la qualità complessiva dei prodotti.
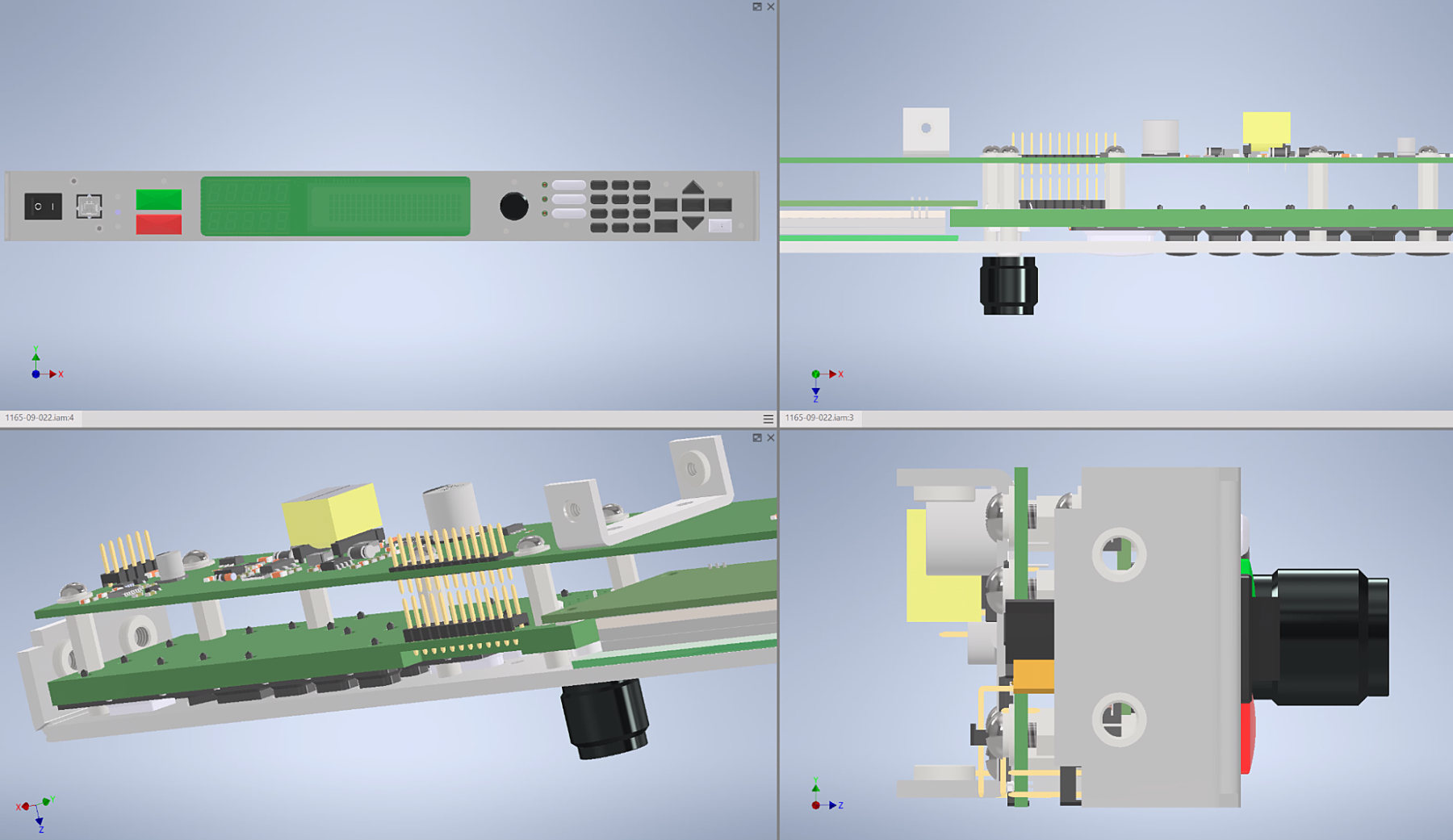
La modellazione parametrica è stato l'ultimo strumento di Magna-Power per aiutare a verificare l'adattamento meccanico degli assemblaggi elettronici prima di costruirli fisicamente. Ogni ciclo di prototipazione è costoso in termini di tempo, materiali, attrezzature e costo opportunità: la motivazione è alta per ottenere il massimo di correttezza ad ogni passaggio. Un esempio di modellazione parametrica efficace è stato il nuovo pannello frontale digitale di nuova generazione di Magna-Power, mostrato nella Fig. 11. Il progetto richiedeva la sovrapposizione di più PCB per ospitare un display VFD, tastierini, guide di luce, encoder rotativo, dieci LED a sette segmenti, il tutto in 4,4 cm di altezza verticale. L'elettronica, il firmware e la parte metallica sono stati progettati da più team interni, insieme ad alcuni collaboratori esterni per tastierini, Lexan e tamponi di stampa. Per questo progetto il team elettrico ha definito corpi 3D per tutti i componenti in modo che una rappresentazione 3D accurata potesse essere importata nel software di modellazione. Il team meccanico ha utilizzato i PCB per determinare le posizioni di montaggio delle schede, aggiungere distanziatori e creare aperture per i tastierini in gomma. Al team elettrico è stato fornito un disegno del pannello frontale, che è stato importato nel software di layout della scheda per bloccare le posizioni di battuta per i pad in carbonio. Questo processo di scambio reciproco illustra la comunicazione necessaria tra i team e lo scambio di dati tra i software. Per questo progetto, la maggior parte dei difetti di progettazione è stata scoperta prima di entrare in produzione. Alcuni difetti sono comunque passati, come la mancata considerazione dello spessore della verniciatura a polvere sulle aperture dei tastierini. Tuttavia, possedere la pressa punzonatrice e il sistema di verniciatura a polvere ha permesso correzioni rapide, rendendo i difetti imprevisti più gestibili. Il principale collo di bottiglia del progetto è stato l'unico componente esternalizzato: il tastierino.
Conclusione
La coerenza progettuale è un principio chiave che è rimasto costante nella storia di Magna-Power. Man mano che un ingegnere acquisisce esperienza, questa coerenza diventa intuizione. Questa agilità è fondamentale per il successo dell'azienda, permettendole di supportare un'offerta di prodotti estremamente ampia con un team relativamente piccolo. Sebbene la coerenza progettuale sia rimasta costante, le strategie per raggiungere questo principio si sono evolute (e continuano a evolversi) con la crescita dell'azienda. Sono stati presentati strumenti basati su software che applicano vincoli al processo di progettazione, librerie condivise di componenti e regole, validano i flussi di lavoro dei prototipi e automatizzano i controlli dei registri di produzione rispetto ai file di progettazione. I progetti devono anche considerare i processi, le limitazioni delle apparecchiature e gli standard, come è stato descritto attraverso le esperienze di Magna-Power nel lavoro con molti fornitori di PCB, dove sono stati specificati i processi produttivi interni dell'azienda e diverse strategie chiave di progettazione PCB.
Informazioni sugli autori
Grant Pitel ([email protected]) è il chief technology officer di Magna-Power Electronics, Flemington, NJ, USA. Ha conseguito i titoli di M.S. e Ph.D. in ingegneria elettrica e informatica presso la University of Illinois Urbana-Champaign, IL, USA.
Adam Pitel ([email protected]) è il chief executive officer di Magna-Power Electronics, Flemington, NJ, USA. Ha conseguito il titolo di M.Eng presso la Princeton University, NJ, USA.
Riferimenti
[1] "IPC-2221B", Generic Standard for Printed Board Design, November 2012.
[2] "IPC-A-610H", Acceptability of Electronic Assemblies, September 2020.
[3] "IEC 60947-1:2020", Low-voltage switchgear and control gear - Part 1: General rules, April 2020.
[4] J. Maxwell and E. Lemus, "Arc Season and Board Design Observations" presented at the Capacitor and Resistor Technology Symposium, Orlando, FL, USA, 2006.