




Auftragen von Wärmeleitpaste in der Leistungselektronikfertigung
Ein Überblick über verschiedene Methoden zur Auftragung von Wärmeleitpaste, speziell für Hersteller von Leistungselektronik, die aufgrund extremer Verlustleistungsanforderungen eine gleichbleibende thermische Leistung benötigen.
Überblick
Zuverlässige und kompakte Leistungselektronik-Designs müssen die Wärmeübertragung berücksichtigen. Die Verlustleistung durch Halbleiterschaltung und -leitung muss abgeführt und an Kühlkörper übertragen werden, die häufig aus Kupfer oder Aluminium aufgrund ihrer hohen Wärmeleitfähigkeit gefertigt sind. Schlecht vorbereitete Kontaktflächen zwischen Halbleitern und Kühlkörpern können die Effektivität dieser Wärmeübertragung einschränken. Das Glätten von Oberflächen durch maschinelle Bearbeitung und das Füllen von Luftspalten zwischen Oberflächen sind zwei einfache Techniken, die den Wärmewiderstand in Produktionsumgebungen zuverlässig senken.

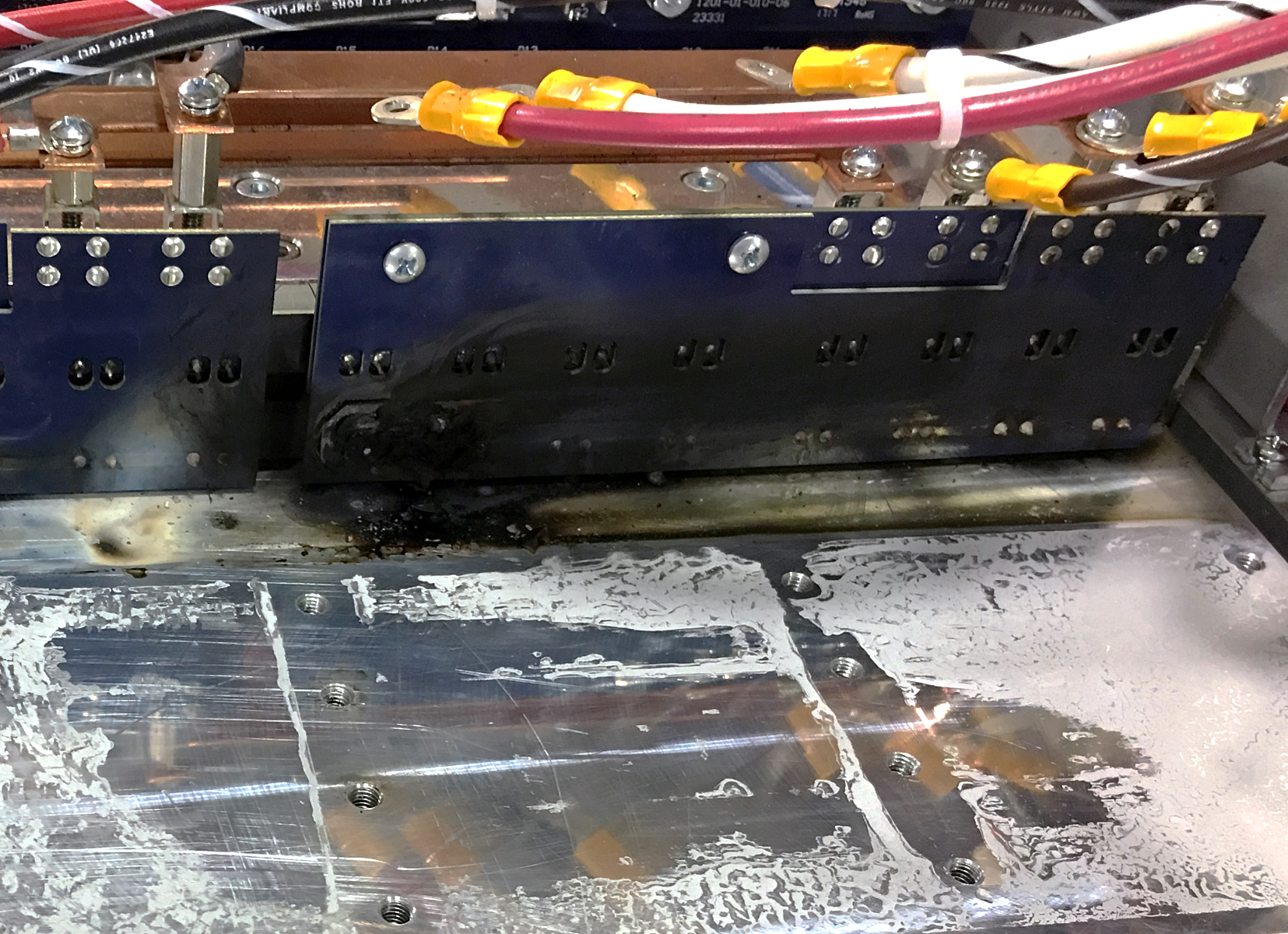
Ohne Spaltfüllung füllt Luft die Hohlräume, was als schlechter Wärmeleiter (0,026 W/mK) den Wärmeenergietransfer einschränkt. Metall-auf-Metall-Kontakt und schlecht kontrollierte Spaltfüllung können zu unvorhersehbar hohen Wärmewiderständen führen, die Bauteile überhitzen und beschädigen können. In Kombination mit schlecht platzierten Temperatursensoren oder fehlender thermischer Schutzschaltung kann mangelhafte Wärmeableitung sogar zu Bränden führen.
Thermisches Schnittstellenmaterial (TIM) verdrängt Luft durch wärmeleitendes Material. TIM ist in vielen Varianten mit verbesserten Wärmeleitfähigkeitsbereichen von 0,6 bis 6 W/mK erhältlich und wird für langfristige, wiederholbare und effiziente Wärmeableitung empfohlen.

Im Jahr 2014 begann Magna-Power mit der Entwicklung einer eigenen Wärmeleitpaste und eigener Verfahren zur Oberflächenauftragung für den Einsatz in 10 kW Netzteilen mit hoher Leistungsdichte. Beides wurde besonders wichtig, als Magna-Power mit der Entwicklung elektronischer Lasten begann – einer anspruchsvollen Anwendung mit 100 % Verlustleistung. Magna-Powers Wärmeleitpaste, Pitel Paste, vereint einfache Anwendung, Kosteneffizienz und niedrigen Wärmewiderstand. Pitel Paste kann zudem in großen Chargen für Magna-Powers breites Sortiment programmierbarer DC-Leistungsprodukte hergestellt werden. Pitel Paste wird regelmäßig in 2000 V Leistungsbaugruppen eingesetzt und erfolgreich mit streng kontrollierter Pastenproduktion und tropffreier Oberflächenauftragung implementiert.
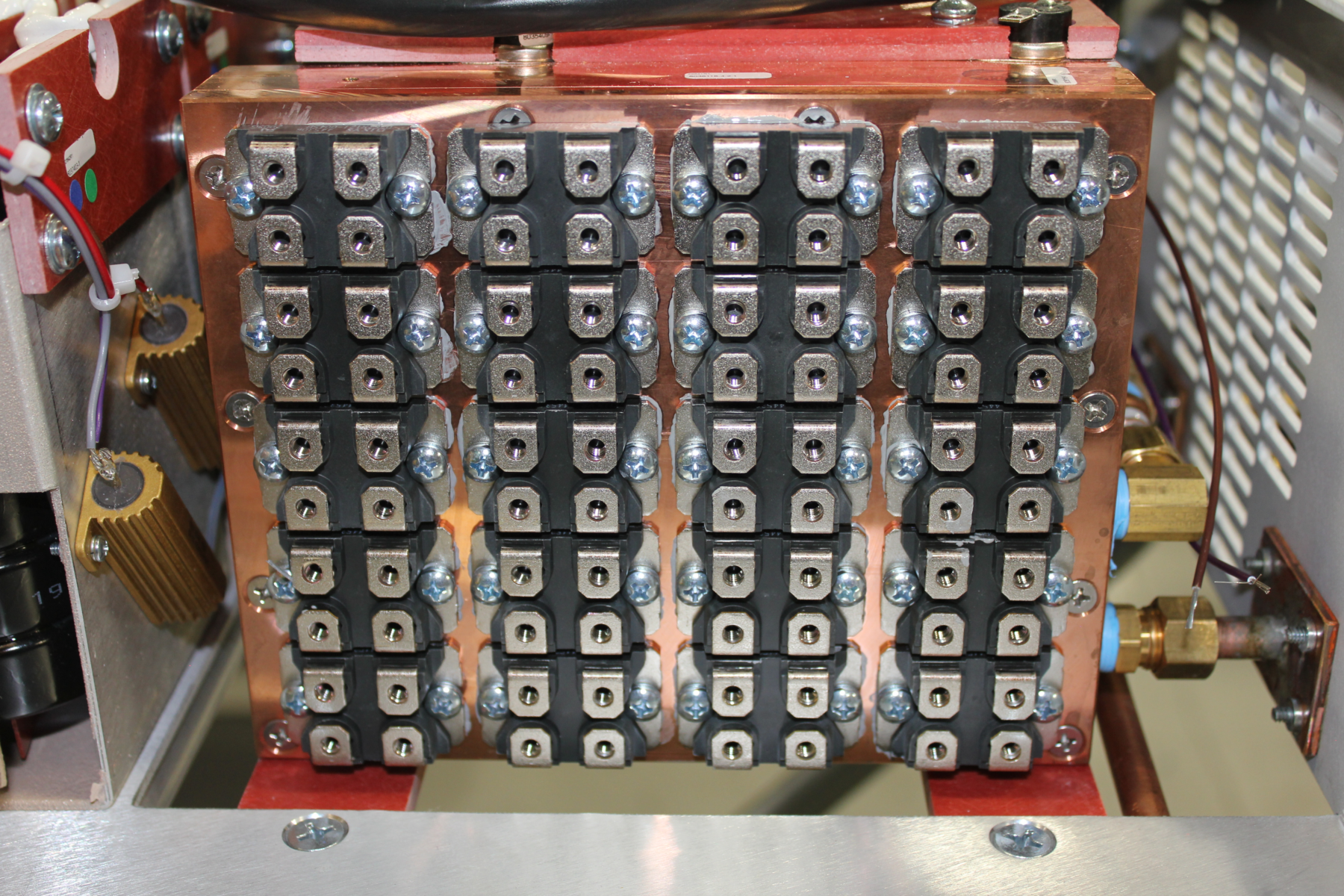
Als Hersteller mit über 375.000 verfügbaren Produktkonfigurationen produziert Magna-Power ein breites Spektrum an Leistungselektronikbaugruppen, die Wärmeleitpaste für die Kühlung von Leistungshalbleitern benötigen.
Die Oberflächenauftragung von Wärmeleitpaste ist entscheidend für das Füllen von Luftspalten. Bei der Festlegung von Methoden sind mehrere physikalische Faktoren zu berücksichtigen, darunter: Pastenviskosität, Anforderungen an die Wärmeableitung, Oberflächenrauheit, Halbleitergehäusetyp usw. Auch die Praxistauglichkeit in der Fertigung sollte berücksichtigt werden, beispielsweise die Wahl automatisierter Techniken für die Massenproduktion oder manueller Methoden für schnelle Umrüstung.

Dieses Dokument konzentriert sich auf Methoden zur Oberflächenauftragung von Wärmeleitpaste speziell für die Leistungselektronik, die aufgrund extremer Verlustleistungsanforderungen eine gleichbleibende thermische Leistung erfordert. Diese Methoden spiegeln Magna-Powers führende Rolle und Erfahrung im Design und in der Produktion von Leistungselektronik wider. Die Methoden zur Auftragung von Wärmeleitpaste können je nach Design- und Produktionsanforderungen der Ingenieure von den in diesem Dokument beschriebenen abweichen.
Auftragungsmethoden
Die Auftragung von Wärmeleitpaste variiert je nachdem, in welchem Produktionsschritt die Paste aufgetragen wird, nach Art und Größe des Kühlkörpers sowie nach dem Halbleitergehäuse (TO-220, TO-247, SOT-227B, DO-5 usw.).
Das empfohlene Auftragsvolumen der Wärmeleitpaste wird durch die Schnittstellenabmessungen und Montagemethoden bestimmt. Bei Füllung mit Wärmeleitpaste wird der Abstand zwischen Wärmequelle und Kühlkörper als Verbindungsliniendicke bezeichnet, die idealerweise weniger als 25 µm beträgt. Je nach Fertigungs- und Anwendungsanforderungen kann die Verbindungsliniendicke jedoch bis zu 100 µm betragen.
Die angestrebte Verbindungsliniendicke kann mit verschiedenen Methoden zur Wärmeleitpastenauftragung erreicht werden, darunter Spachtel- (auch als Kelle oder Kamm bekannt) Verfahren, pneumatisches Dosieren, Verdrängungsdosierung, Schablonenauftrag und Walzenauftrag. Mehrere Methoden zur Auftragung von Wärmeleitpaste werden besprochen und relativ bewertet anhand von:
- Automatisierung: der Grad der Abhängigkeit von manuellen Prozessen gegenüber Maschinen, korrelierend mit dem Arbeitsaufwand und der Wiederholbarkeit
- Volumenpräzision: der Grad der Kontrolle über die aufgetragene Pastenmenge
- Platzierungspräzision: die Genauigkeit, mit der die Paste auf der Oberfläche positioniert wird
- Einrichtungskosten: wie teuer die erforderliche Ausrüstung ist
Dosierung
Dosiermuster
Direktes Dosieren bezeichnet das Auftragen von Wärmeleitpaste auf eine thermische Schnittstelle ohne Verstreichen. In der Kleinserienfertigung mit hoher Variantenvielfalt erfolgt dies typischerweise manuell, in der Großserienfertigung mit geringer Variantenvielfalt automatisiert. Manuelles Dosieren weist eine geringe Platzierungspräzision und -genauigkeit auf.
Ein gängiges Dosiermuster ist umgangssprachlich als "Hershey Kiss" wegen seiner Erscheinung bekannt. Ein einzelner Punkt für kleine Bauteile mit einer maximalen Grundfläche von 20 x 20 mm ist einfacher, schneller aufzutragen und erreicht nach dem Anpressen nahezu die gleiche Abdeckung im Vergleich zu aufwendigeren Mustern. Wenn ein Bauteil mit aufgetragenem Einzelpunktmuster zusammengepresst wird, verteilt sich die Paste gleichmäßig und füllt die Luftspalte zwischen Bauteil und Kühlkörper. Dieses Muster eignet sich gut für quadratische Oberflächen. Bei rechteckigen Flächen wird eine einzelne Linie Wärmeleitpaste für eine verbesserte Abdeckung empfohlen.


Dosiervolumen
Es ist entscheidend, dass die Klebeschichtdicke über die gesamte Oberfläche des Bauteils gleichmäßig ist. Die folgenden Faktoren sind erforderlich, um eine gleichmäßige Klebeschichtdicke zu erreichen: volumetrisch kontrollierte Dosierung, spezifisches Auftragsmuster und definiertes Drehmoment für die Bauteilklemmung. Ein gleichmäßiger Klemmdruck wird entlang des gesamten Metallgehäuses des Halbleiters benötigt, um die Paste gleichmäßig zu verteilen.
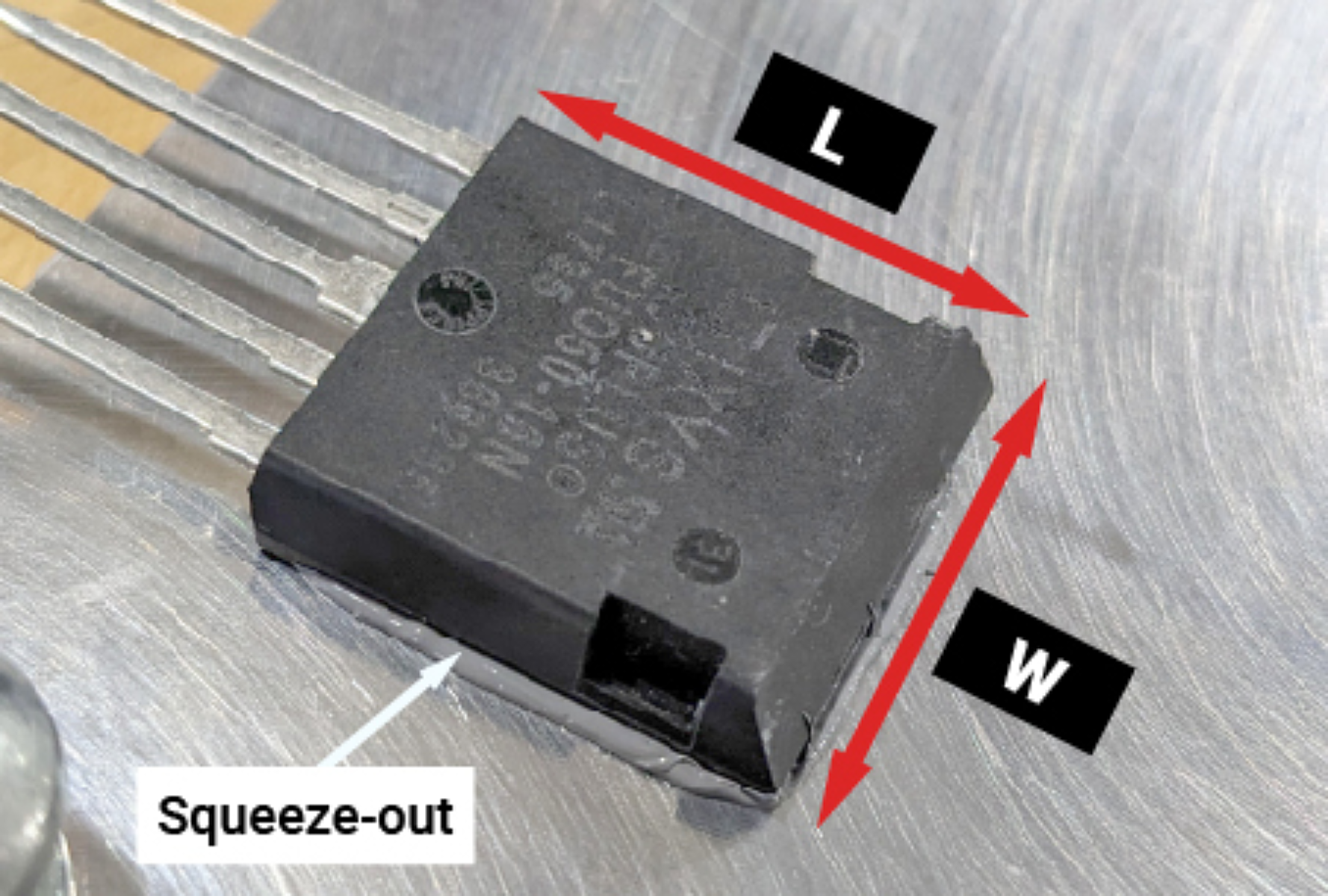
Das spezifische Auftragsvolumen der Wärmeleitpaste kann mit einer einfachen Berechnung abgeschätzt werden. Diese Berechnung muss die Bauteilgrundfläche und die Ziel-Klebeschichtdicke berücksichtigen, wobei der Pastenaustritt entlang aller vier Seiten des Bauteils nach der Montage einbezogen wird. Der Pastenaustritt bietet einen Mechanismus zur visuellen Überprüfung der Pastenabdeckung. Ein montiertes Bauteil besteht die Prüfung, wenn Wärmeleitpaste entlang aller vier Seiten sichtbar (aber nicht übermäßig) ist, wie in Abbildung 8 dargestellt. Die gleiche visuelle Prüfmethode kann auf Schablonendesigns (später in diesem Dokument behandelt) angewendet werden, indem Schablonenöffnungen und/oder -dicke vergrößert werden. Schablonendruckverfahren erzeugen von Natur aus ein gleichmäßiges Volumen und eine gleichmäßige Platzierung. Eine visuelle Prüfung der bedruckten Oberfläche vor der Montage ist ausreichend.
Das Basisvolumen der Wärmeleitpaste kann mit einer einfachen Berechnung der Oberfläche des Leistungshalbleiters, multipliziert mit der maximalen Klebeschichtdicke, z. B. 25 µm, ermittelt werden (Gleichung 1). Der typische Pastenaustritt beträgt 1–2 mm um den Gehäuseumfang, was das erforderliche TIM-Volumen nahezu verzehnfachen kann, wie in Tabelle 1 dargestellt. Zur Abschätzung des Austrittsvolumens wird ein vereinfachtes zylindrisches Modell angewendet (Gleichung 2). Der gesamte Bauteilumfang wird mit einer kreisförmigen Querschnittsfläche von 1 mm Durchmesser multipliziert. Dieser Wert sollte dem erforderlichen Gesamtvolumen in µL hinzuaddiert werden.
Wobei `L` die Bauteillänge, `W` die Bauteilbreite, `t` die Klebeschichtdicke und `d` der Durchmesser des Pastenaustritts ist.
| Device Package | TO-220 | TO-247 | i4-Pac | SOT-227B | RH-50 | 7-MTPB | TO-244 |
| Case (LxW) [mm] | 10.16×15.1 | 15.97×20.81 | 19.87×20.65 | 24.98×38.11 | 16.2×49.8 | 31.76×63.41 | 19.03×92.44 |
| Interface volume @ raw bond-line thickness [µL] | 3.8 | 8.3 | 10.3 | 23.8 | 20.2 | 50.3 | 44 |
| Squeeze-out volume at 1 mm OD [µL] | 39.7 | 57.7 | 63.6 | 99.1 | 103.6 | 149.4 | 175 |
| Total Thermal Paste Volume [µL] | 43.5 | 66.1 | 73.9 | 122.9 | 123.8 | 199.8 | 219 |
Dosiergeräte
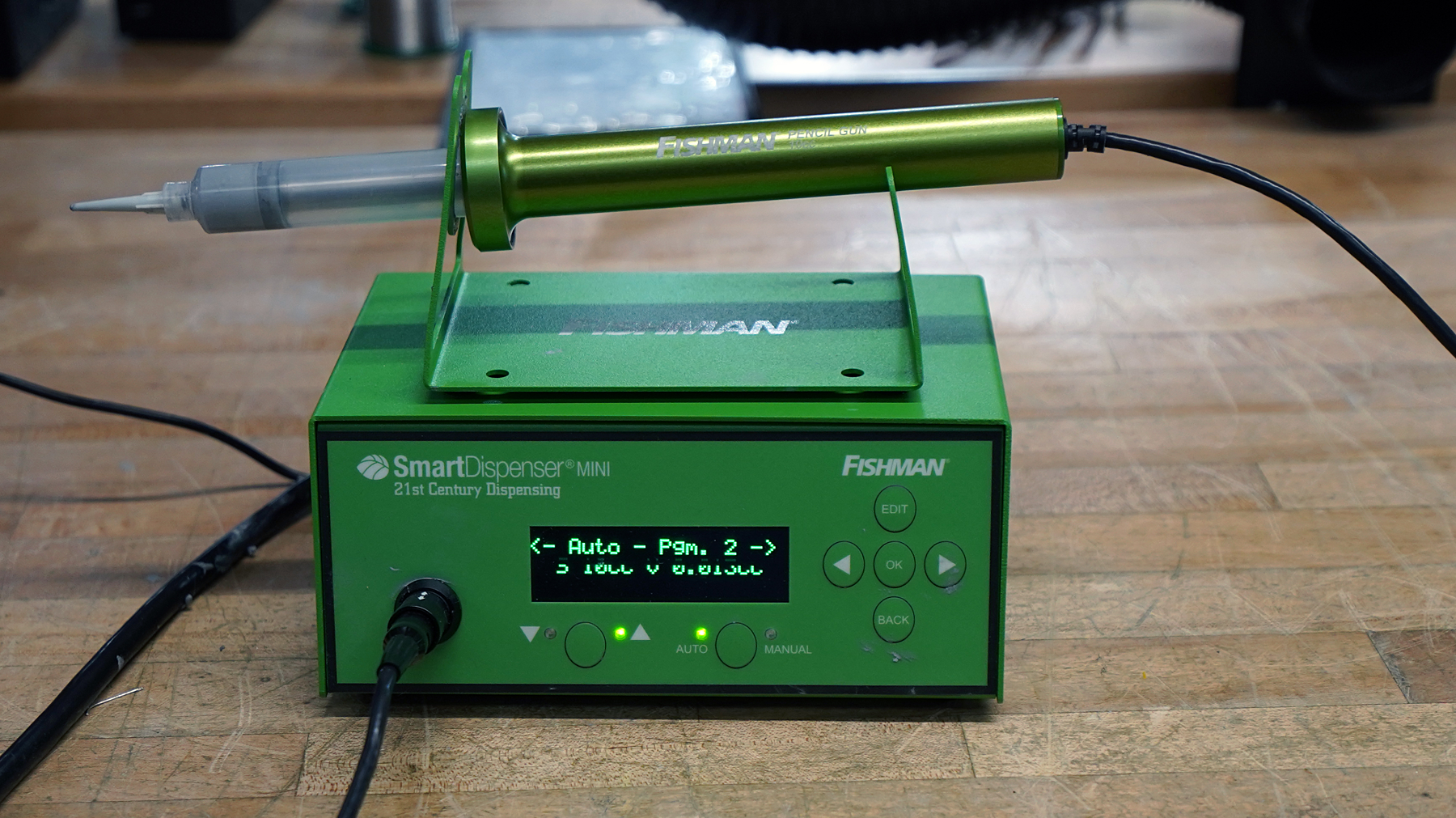
Die einfachste Form der Dosierung ist ein manuelles Kartuschen- und Kolbenwerkzeug, d. h. Spritze und Kartuschenpistole. Fortschrittlichere Dosiergeräte sind elektrisch betrieben, automatisiert und verfügen über eine Volumenkontrolle. Die Dosierung erfordert eine Paste mit scherverdünnendem Verhalten für einfaches Verteilen. Die Paste muss außerdem einen niedrigen Thixotropieindex aufweisen, um die Dosiergenauigkeit zu gewährleisten, insbesondere bei der Dosierung kleiner Volumina. Ein hoher Thixotropieindex kann die präzise und wiederholbare Dosierung der Paste erschweren.
Pneumatische Systeme verfügen über eine begrenzte Programmierbarkeit, wobei Druck und Verweilzeit als Eingangsparameter dienen. Die Eingangsparameter korrelieren nur mit dem tatsächlichen Dosiervolumen, das aus der Spritze austritt, und weisen daher eine geringe Präzision und Reproduzierbarkeit auf. Pneumatische Systeme neigen dazu, die volumetrische Dosiergenauigkeit zu verlieren, wenn die Kartusche sich leert. Der Nettoeffekt dieses Phänomens ist, dass die Dosiermenge mit zunehmender Entleerung der Kartusche wahrscheinlich abnimmt.
Manuell dosiertes Volumen mit Kartuschenpistolen ist nicht fein kontrollierbar, aber die Einrichtungskosten sind gering. Dieser Dosiertyp eignet sich am besten in Kombination mit Schablonenauftrag.
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | N/A | Fair | Fair | Very Low |
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Great | Fair | Fair | Low |
Verdrängersysteme können so programmiert werden, dass eine wiederholbare Volumenpräzision gewährleistet ist, was eine Verbesserung gegenüber pneumatischen Systemen darstellt. Die korrekte Menge an aufgetragener Wärmeleitpaste wird bei langen Produktionsläufen mit diesen Systemen garantiert.

| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Great | Great | Fair | Low |
Spatelauftrag
Spatel werden häufig in der Kleinserienfertigung eingesetzt. Bei dieser Methode wird die Wärmeleitpaste zunächst auf das Bauteil oder den Kühlkörper aufgetragen. Anschließend wird mit einem Handspatel die Wärmeleitpaste gleichmäßig über die Oberfläche verteilt. Oft sind mehrere Striche erforderlich, um gleichmäßig verteilte Linien des Wärmeleitmaterials aufzutragen. Diese Methode ist ein manueller Vorgang, anfällig für menschliche Fehler und erfordert größere Mengen an Wärmeleitmaterial, um eine vollständige Abdeckung sicherzustellen, was zu stärkerem Materialaustritt führt. Trotz dieser Nachteile ist der Spatelauftrag aufgrund der geringen Einrichtungskosten und der einfachen Ausrüstungsanforderungen in der kommerziellen Produktion weit verbreitet.


| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Poor | Fair | Fair | Very Low |
Manuelles Auftragen mit Zahnspatel
Bei gleicher Einrichtung und Änderung des Anstellwinkels des Spatels werden sowohl die Wiedergabetreue als auch die Masse des Auftrags beeinflusst.
Manuelles Auftragen führt zu Variabilitäten bei Spatelwinkel, Strichlänge, Strichführung und Druck, was die Wiederholbarkeit verringert, da sich die Ergebnisse von Bediener zu Bediener unterscheiden. Abb. 11 zeigt unterschiedliche Pastenmengen für die gleiche Fläche bei verschiedenen Spatelwinkeln (angegeben in Grad bezogen auf die Auftragsfläche). Der in Abb. 10 gezeigte Zahnspatel wird in der Magna-Power-Produktion verwendet und steht als 3D-druckbare Dateien auf pitelpaste.com öffentlich zum Download bereit.


Schablonenauftrag
Chemisch geätzte Schablonen (und später lasergeschnittene) werden seit den frühen 1980er Jahren in der Elektronikfertigung eingesetzt. Schablonen wurden ursprünglich für das schnelle und zuverlässige Auftragen von Lötpaste auf Leiterplatten implementiert. Die Technologie kann auch für Wärmeleitpaste verwendet werden, indem die Paste auf Kühlkörper und Leistungsmodule voraufgetragen wird.
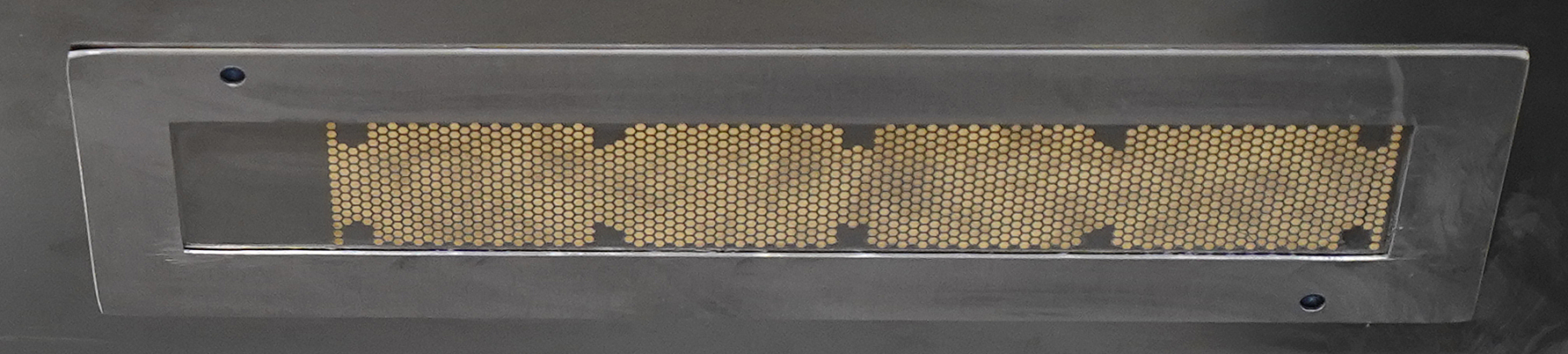
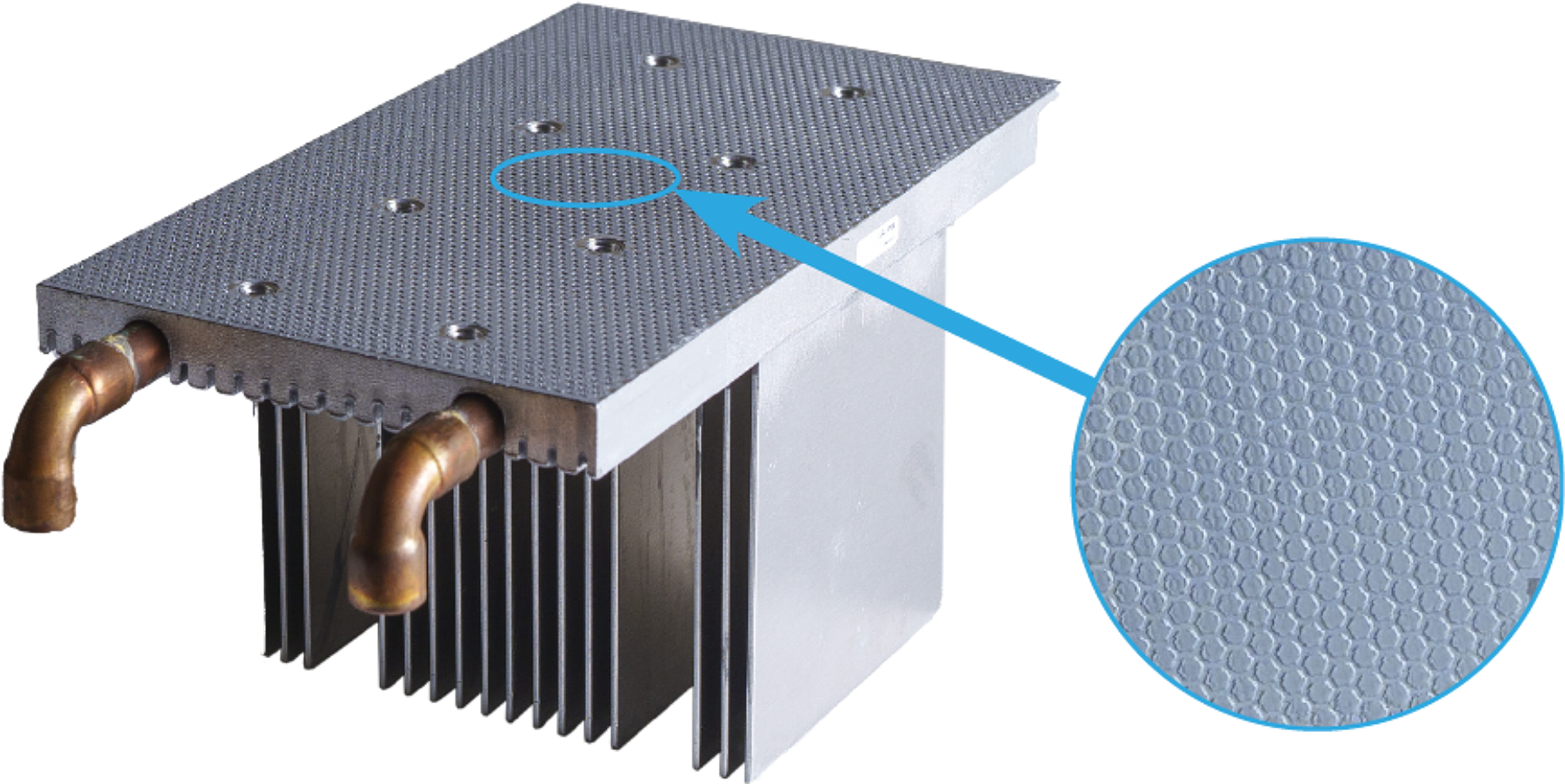
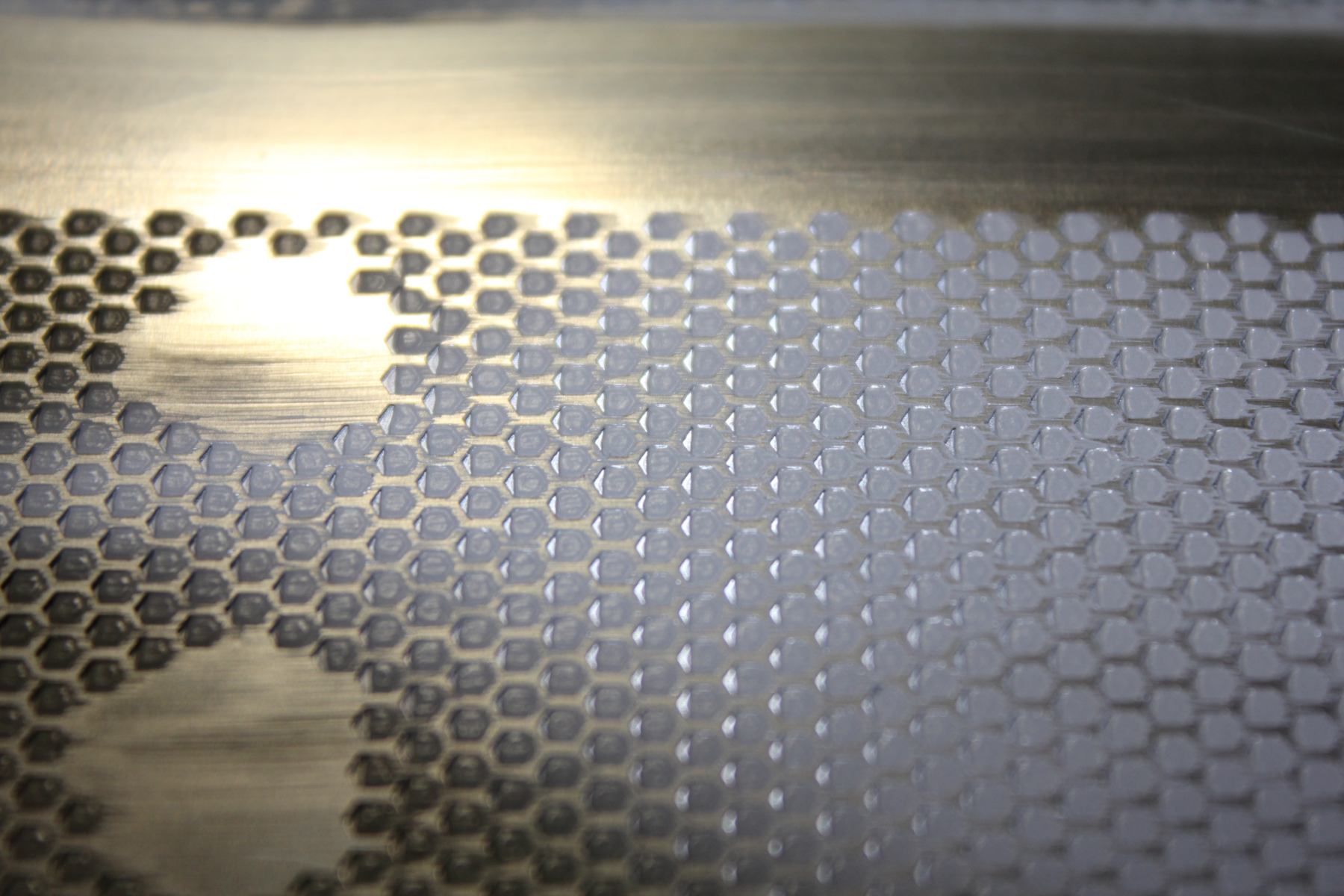
Schablonen werden aus einer Edelstahlfolie geschnitten, die typischerweise eine Dicke von 0,075 mm bis 0,15 mm aufweist. Für die Oberflächenmontagetechnik sind Lötpastenschablonen sowohl weithin bekannt als auch leicht über verschiedene Schablonenhersteller erhältlich. Die Anpassung derselben Technologie auf den Schablonendruck für Wärmeleitmaterial ist ein einfacher Übergang, der unbegrenzte Auftragsgeometrien ermöglicht. Bei Magna-Power wurde eine sich wiederholende Hexagon-Öffnung gewählt, um Pastenabdeckung und -volumen zu steuern.
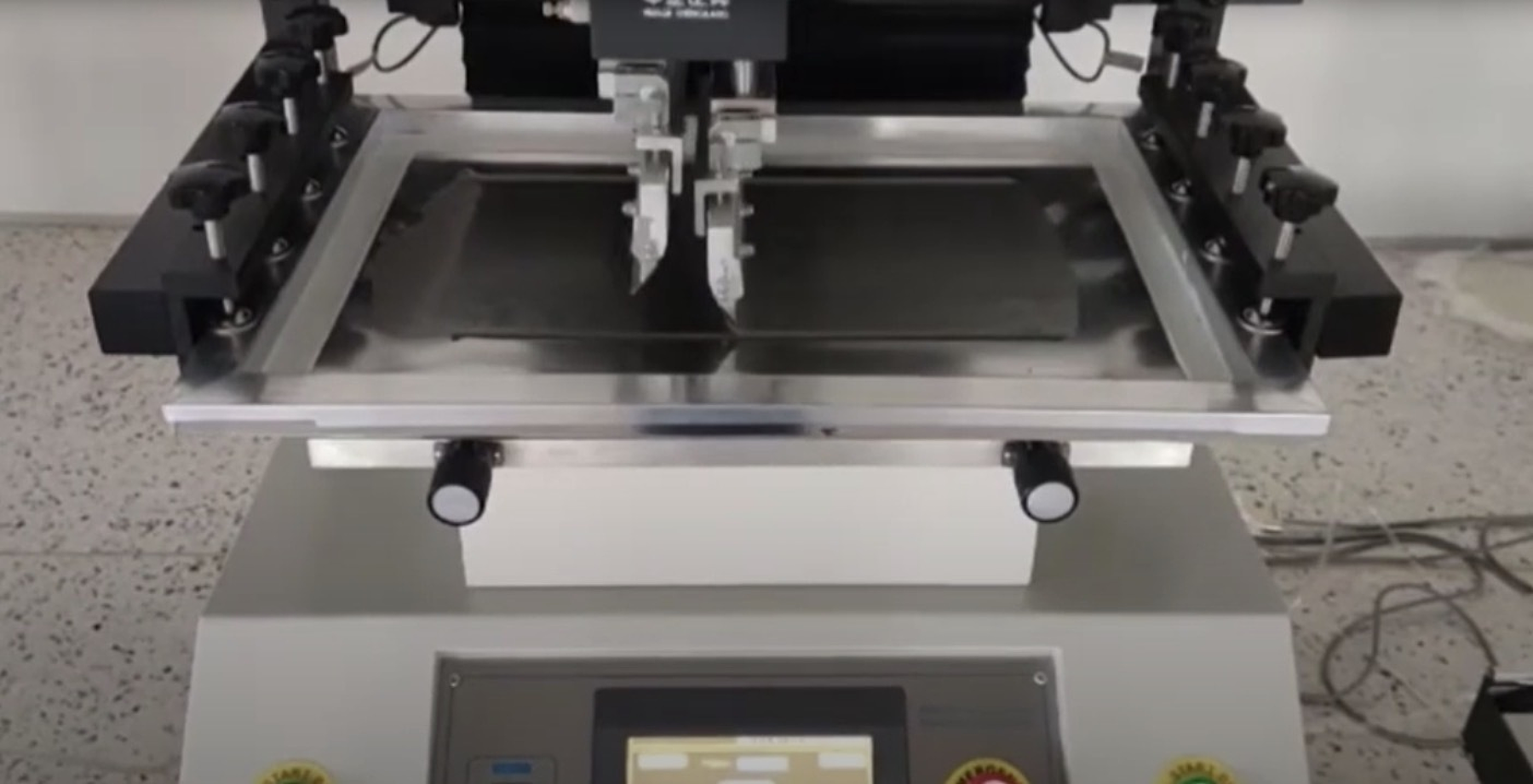
Bei Hochleistungselektronik-Baugruppen können Kühlkörper lang, hoch und ungewöhnlich geformt sein, wodurch herkömmliche Schablonendruckmaschinen (die auf Lötpaste ausgelegt sind) nicht geeignet sind. Die zahlreichen Kühlkörperdesigns von Magna-Power decken große Bereiche in x-y-Position und z-Höhe ab. Zur Realisierung der x-y-Positionierung wurde eine kundenspezifische Umrandungsplatte (Abb. 12) unter der Schablone angebracht. Die Umrandung schützt die 0,127 mm dünne Schablonenfolie vor „Coining", einer Beschädigung durch übermäßigen Rakeldruck. Kühlkörperhöhenunterschiede werden durch Verstellen der Rahmenhöhe mit Stellschrauben oder durch Hinzufügen von Abstandshaltern zur Druckerbasis ausgeglichen.
Kommerzielle Pastendrucksysteme reichen von einfachen manuellen Systemen, bestehend aus einer rahmenmontierten Schablone mit einem Klappmechanismus, bis hin zu halbautomatischen Systemen mit integrierter Rakel mit programmierbarer Strichgeschwindigkeit, Druck und Schablonentrenngeschwindigkeit.
Öffnungsfüllung und Pastenauftragsprozess
Beim Wärmeleitpastendruck über eine Folienschablone gibt es vier Faktoren, die eine konsistente Öffnungsfüllung und Auftragsmustertreue gewährleisten (wie in Abbildung 14 dargestellt):
- Anstellwinkel der Rakel
- Strichgeschwindigkeit der Rakel
- Abwärtsdruck der Rakel
- Schablonentrennung

Durch die Kombination von Rakelwinkel, Druck und Streichgeschwindigkeit rollt die Wärmeleitpaste vor der Klinge, was eine wiederholbare und vollständige Füllung der Öffnungen gewährleistet.

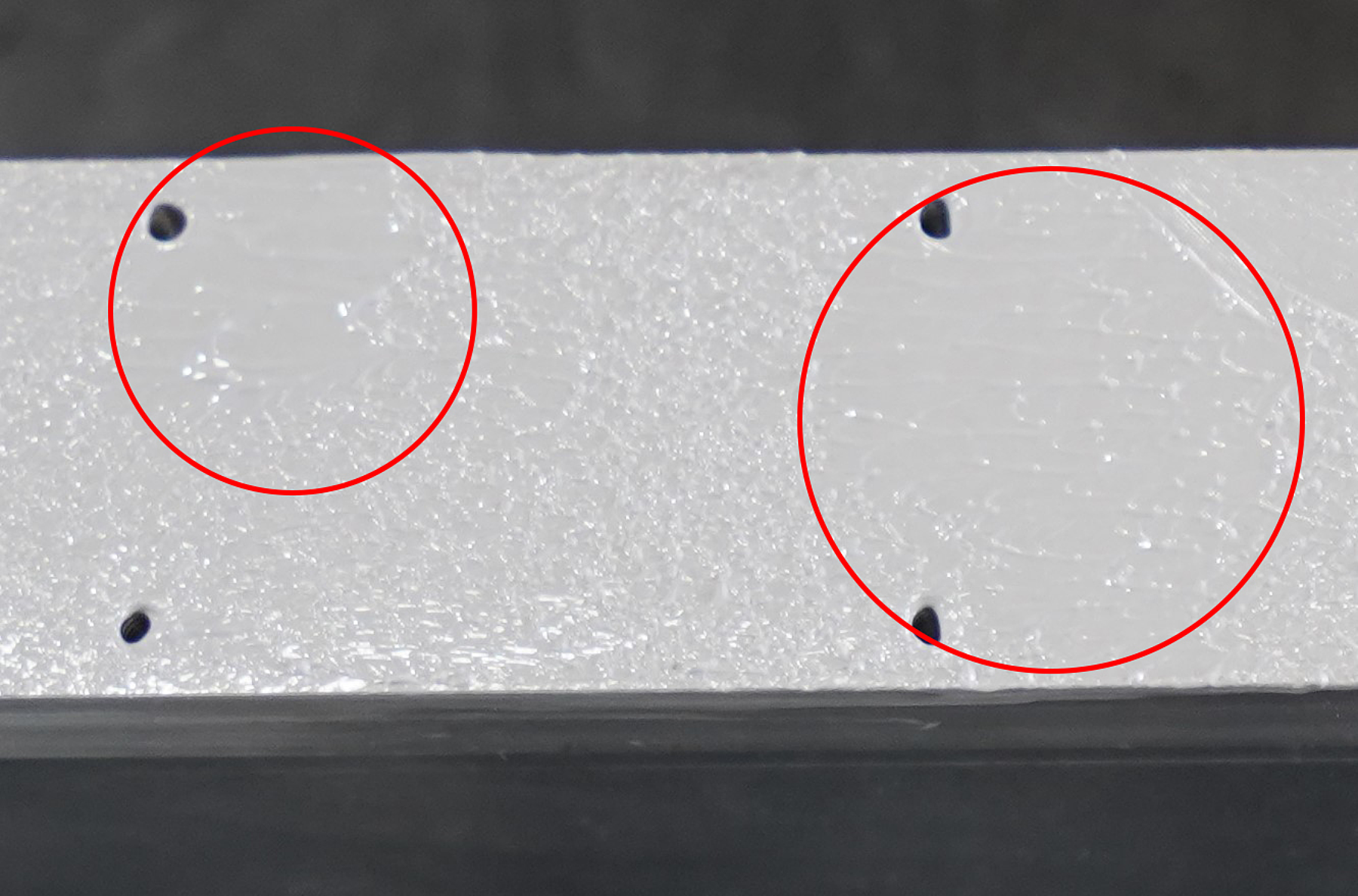
Wenn eine Schablone von der Druckoberfläche abgehoben wird, kann Paste an den Seiten der Öffnung haften bleiben, was das Auftragsmuster verformen kann, wie in Abb. 16 dargestellt. Ein kontrolliertes Abheben der Schablone kann dieses Problem mindern, indem eine langsame und konstante Hubgeschwindigkeit eingehalten wird. Die niedrige Geschwindigkeit gibt der Paste mehr Zeit, sich von den Seitenwänden der Schablone zu lösen, und reduziert das Verziehen der Folie, was die Mustertreue verbessert und das Volumen gleichmäßig hält. Programmierbare Geschwindigkeit macht den Druckprozess wiederholbar und einstellbar.
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Good | Good | Great | Low |
Walzenauftrag und -verteilung
Walzen sind eine schnell aufzutragende, kostengünstige, einfache und benutzerfreundliche Lösung für den Oberflächenauftrag. Die Paste wird über eine am Griff befestigte Quetschflasche in die Walze eingespeist. Walzen können schnell große Flächen wie Kühlkörper und große Leistungsmodule abdecken. Schaumstoffwalzen sind weich, nehmen Paste leicht auf und passen sich unregelmäßigen Oberflächen an. Die Walze ist keine präzise Methode. Das Pastenvolumen korreliert lose mit der Schaumdichte (Poren pro Zoll), und die Aufnahme hängt von der Pastenviskosität ab. Ein Nassfilmdickenmessgerät kann zur Überprüfung der Schichtdicke verwendet werden, wenn mit verschiedenen Pasten-/Walzenkombinationen experimentiert wird.

Trotz ihrer geringen Kosten und Benutzerfreundlichkeit tragen Walzen Paste ungleichmäßig und mit geringer Volumenpräzision auf, wie in Abb. 17 dargestellt. Der Walzenauftrag eignet sich am besten für Wärmeleitpasten mit niedriger Viskosität. Niedrigviskose Pasten enthalten typischerweise weniger Füllstoff, was die Wärmeleitfähigkeit verringert (die Leistung verschlechtert).
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Poor | Poor | Poor | Very Low |
Fazit
Jede Methode zur Auftragung von Wärmeleitpaste hat Vor- und Nachteile. Während beispielsweise die Einrichtungskosten für die Walzenmethode relativ niedrig sind, ist sie nicht automatisiert und weist eine geringe Volumen- und Platzierungspräzision auf. Um die für eine bestimmte Anwendung am besten geeignete Methode auszuwählen, müssen mehrere Faktoren berücksichtigt werden, darunter: Eigenschaften der Wärmeleitpaste, Anforderungen an Volumen- und Platzierungspräzision sowie Einrichtungskosten. Beim Einstieg in die Integration von Wärmeleitpaste in die Produktion bieten einfache Methoden wie Spatelauftrag, manuelles Dosieren und Walzenverfahren niedrige Einstiegskosten. Produktionsprozesse mit Kühlkörpern mit großen Oberflächen profitieren von der Implementierung von Schablonen, die einen Kompromiss zwischen Automatisierung, Einrichtungskosten sowie Volumen- und Platzierungspräzision bieten. Für hohe Stückzahlen und hochautomatisierte Produktion bieten Verdrängerdosierung oder pneumatische Dosierung zusätzliche Vorteile.
Seit fast einem Jahrzehnt hat Magna-Power die Pitel Paste iterativ weiterentwickelt und erfolgreich für anspruchsvollste Leistungselektronikanwendungen eingesetzt. Die von Magna-Power erforschten und implementierten Techniken zur Auftragung von Wärmeleitpaste können von Entwicklungs- und Produktionsingenieuren als Referenz genutzt werden, um eine gleichmäßige und leistungsstarke Wärmeübertragung in ihren Baugruppen zu erzielen.
| Application Method | Automation | Volume Precision | Placement Precision | Setup Cost |
| Manual Dispensing | N/A | Fair | Fair | Very Low |
| Pneumatic Dispensing | Great | Fair | Fair | Low |
| Positive Displacement Dispensing | Great | Great | Fair | Low |
| Spatula | Poor | Fair | Fair | Very Low |
| Stencil | Good | Good | Great | Low |
| Roller | Poor | Poor | Poor | Very Low |