




电力电子制造中的导热膏表面涂覆技术
关于不同导热膏表面涂覆方法的概述,专门针对电力电子制造商,这些制造商面临极高的功率耗散要求,需要始终如一的热性能表现。
概述
可靠且紧凑的电力电子设计必须考虑热传导。半导体开关和导通产生的功率损耗必须被提取并传递到散热器上,散热器通常由铜或铝制成,因为它们具有较高的导热系数。半导体和散热器配合表面处理不当会限制热传递的有效性。机加工表面使其光滑以及填充表面之间的空气间隙是两种在生产环境中能持续降低热阻的简单技术。

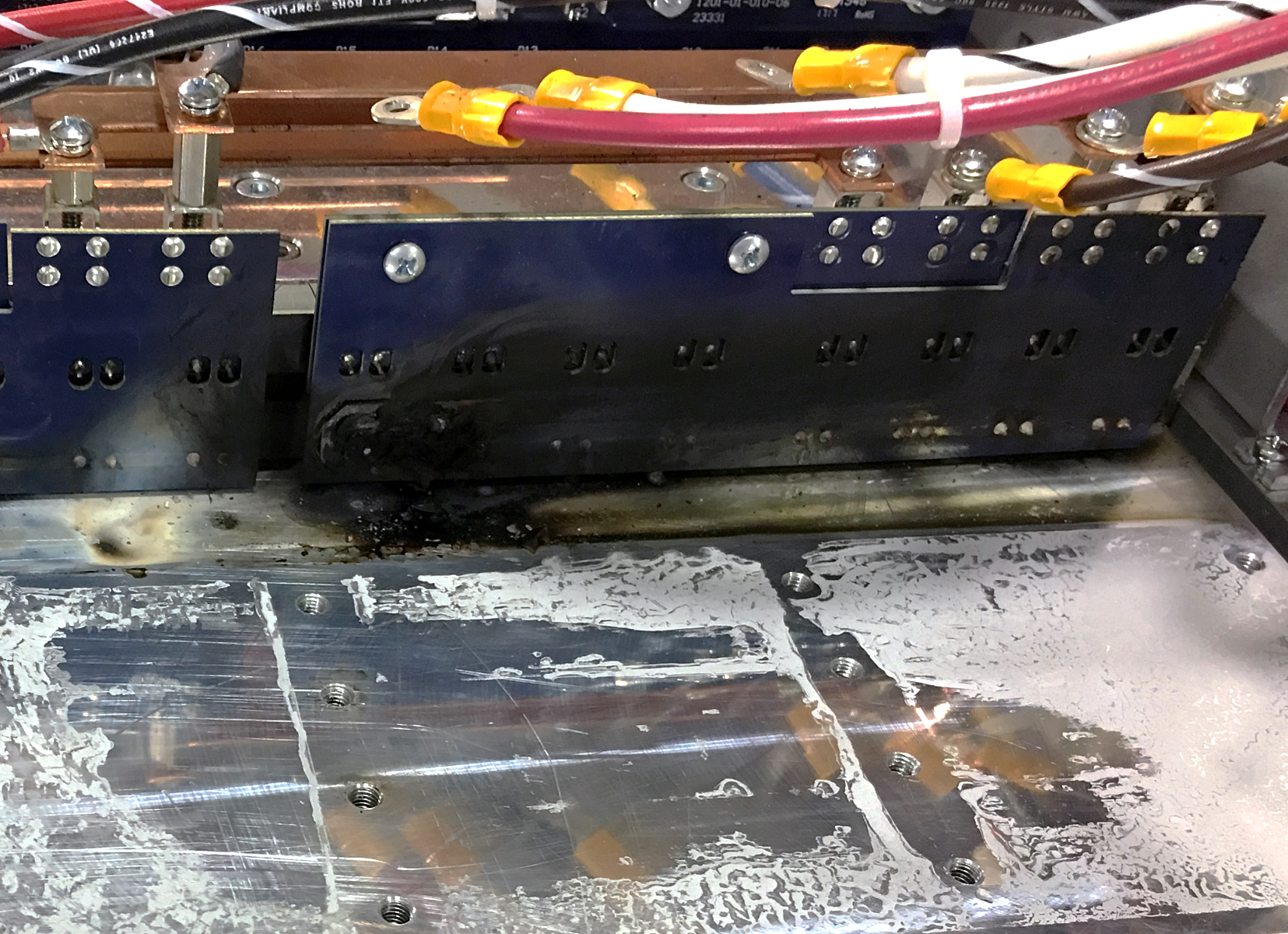
如果不填充间隙,空气将充填空腔,由于空气是不良导热体(0.026 W/mK),这将阻碍热能传递。金属对金属界面和控制不当的间隙填充可能导致不可预测的高热阻,从而使元器件过热损坏。当与位置不当的温度传感器或缺乏热保护相结合时,不良的散热甚至可能引发火灾。
热界面材料(TIM)用导热材料取代空气。TIM有多种材质可供选择,导热系数范围从 0.6 到 6 W/mK 不等,推荐用于长期、可重复且高效的散热。

2014 年,Magna-Power 开始配制自有导热化合物并制定表面涂覆工艺,用于高功率密度 10 kW 电源。当 Magna-Power 开始开发电子负载时,这两者变得尤为关键,因为电子负载是一种功率 100% 耗散的高要求应用。Magna-Power 的导热膏 Pitel Paste 在涂覆便捷性、成本和热阻率之间实现了平衡。Pitel Paste 还可以大批量生产,以满足 Magna-Power 广泛的可编程直流电源产品线需求。Pitel Paste 经常用于 2000 V 的功率组件中,通过严格控制的膏体生产和无滴漏表面涂覆工艺成功实施。
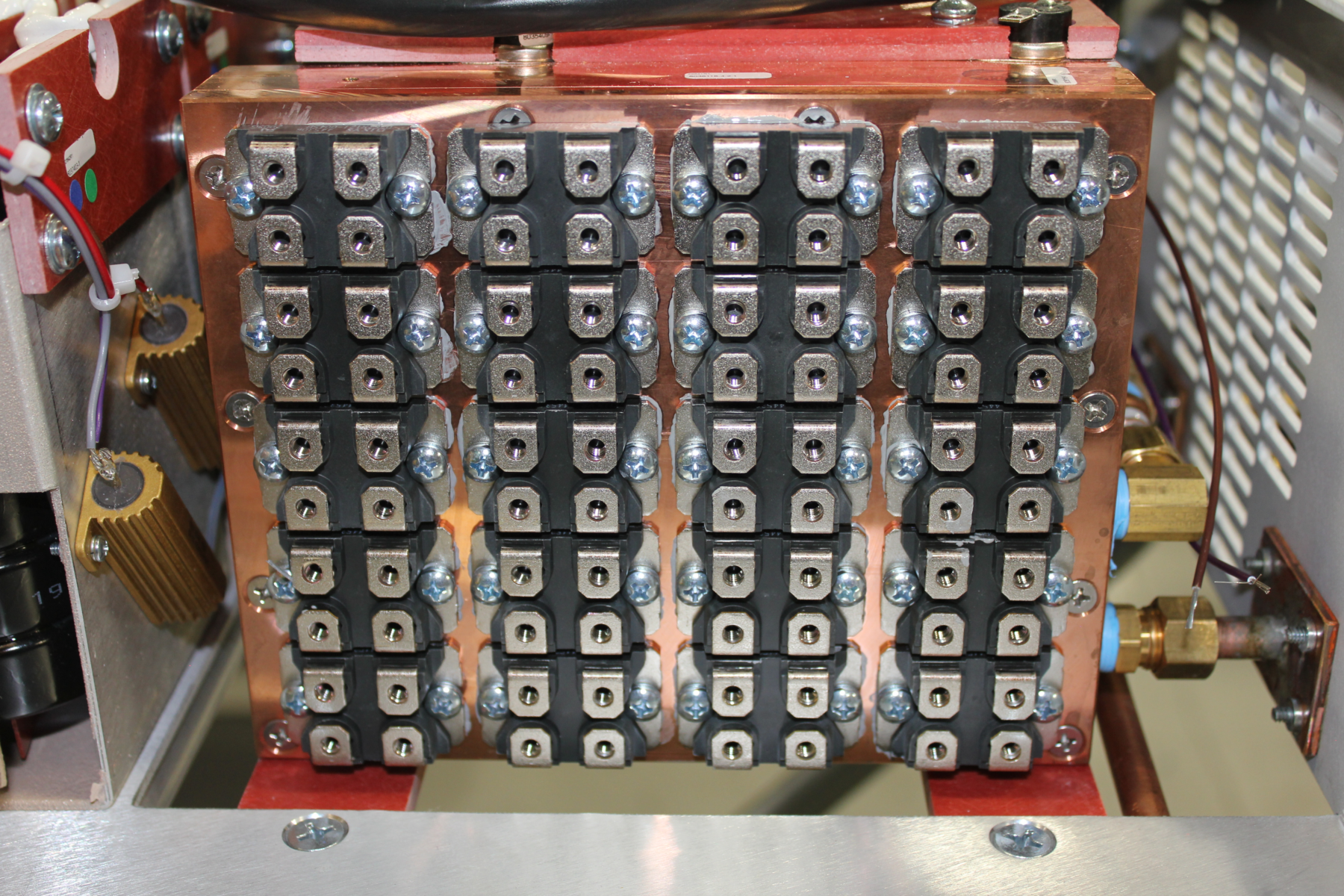
作为拥有超过 375,000 种可用产品配置的制造商,Magna-Power 生产范围广泛的电力电子组件,这些组件需要导热膏来进行功率半导体散热。
导热膏表面涂覆对于填充空气间隙至关重要。在确定方法时,需要考虑几个物理因素,包括:膏体粘度、散热要求、表面粗糙度、半导体封装类型等。还应考虑制造的实际可行性,例如选择适用于大批量生产的自动化技术,或选择手动方法以适应快速换线需求。

本文重点介绍针对电力电子领域的导热膏表面涂覆方法,该领域对功率耗散有极高要求,需要始终如一的热性能表现。这些方法体现了 Magna-Power 在电力电子设计和生产方面的领先地位和丰富经验。根据工程师的设计和生产要求,导热膏涂覆方法可能与本文所述有所不同。
涂覆方法
导热膏的涂覆方式取决于生产中涂覆膏体的阶段、散热器的类型和尺寸以及半导体封装形式(TO-220、TO-247、SOT-227B、DO-5 等)。
推荐的导热膏涂覆量由界面尺寸和装配方法决定。当填充导热膏后,热源与散热器之间的距离称为粘合线厚度,理想情况下应小于 25 µm。然而,根据制造和应用要求,粘合线厚度可达 100 µm。
目标粘合线厚度可以通过不同的导热膏涂覆方法来实现,包括刮刀(也称为抹刀或梳刀)涂抹、气动点胶、正排量点胶、模板印刷和辊涂。以下对几种导热膏涂覆方法进行讨论和相对评分,评分依据为:
- 自动化程度:对手动操作与机械设备的依赖程度,与所需劳动量和可重复性相关
- 体积精度:对涂覆膏体量的控制水平
- 定位精度:膏体在表面定位的精确程度
- 设置成本:所需设备的费用
点胶
点胶图案
直接点胶是将导热膏沉积在热界面上而不进行涂抹的操作。在小批量多品种制造中通常采用手动方式,在大批量少品种制造中则采用自动化方式。手动点胶的定位精度和准确度较差。
一种常见的点胶图案因其外观被通俗地称为"Hershey Kiss"。对于最大占位面积为 20 x 20 mm 的小型器件,单点涂覆更简单、涂覆速度更快,且在施加压力后与更复杂的图案相比几乎能达到相同的覆盖率。当具有单点图案的器件被压紧时,膏体均匀扩散,填充器件与散热器之间的空气间隙。此图案适用于方形表面区域。如果面积为矩形,则建议使用单线导热膏以提高覆盖率。


点胶量
确保粘接层厚度在器件整个表面积上保持一致至关重要。要实现一致的粘接层厚度,需要满足以下因素:精确的体积点胶、特定的涂覆图案以及精确的器件夹紧扭矩。需要沿半导体整个金属外壳施加均匀的夹紧压力,以均匀地铺展导热膏。
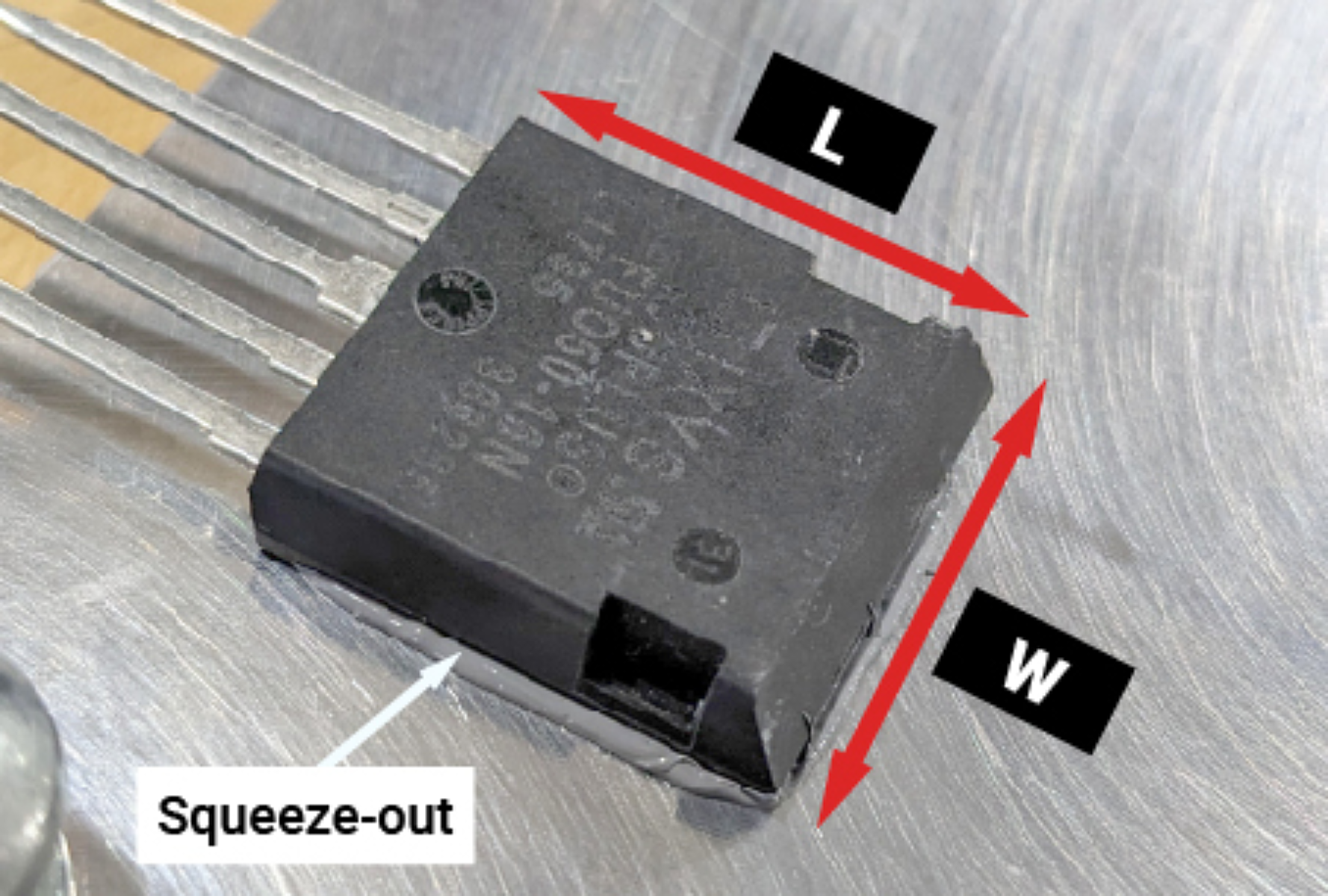
导热膏的具体涂覆量可通过简单的计算来估算。该计算必须考虑器件的安装面积和目标粘接层厚度,并将器件安装后沿四边溢出的导热膏纳入考量。溢出提供了一种目视检查膏体覆盖情况的方法。当导热膏沿所有四边均可见(但不过量)时,如图8所示,即视为安装合格。同样的目视检查方法也可应用于钢网设计(本文后续讨论),通过增大钢网开孔和/或厚度来实现。钢网印刷工艺本身即可产生一致的体积和定位。在组装前对钢网印刷表面进行目视检查即可满足要求。
导热膏的基准用量可通过功率器件表面积乘以最大粘接层厚度(例如25 µm)的简单计算来确定(公式1)。典型的溢出量为封装周边1-2 mm,这可能使所需的TIM量增加近十倍,如表1所示。为估算溢出体积,采用简化的圆柱模型(公式2)。将器件总周长乘以直径为1 mm的圆形截面积,该值应加到所需总体积中,单位为µL。
其中 `L` 为器件长度,`W` 为器件宽度,`t` 为粘接层厚度,`d` 为溢出直径。
| Device Package | TO-220 | TO-247 | i4-Pac | SOT-227B | RH-50 | 7-MTPB | TO-244 |
| Case (LxW) [mm] | 10.16×15.1 | 15.97×20.81 | 19.87×20.65 | 24.98×38.11 | 16.2×49.8 | 31.76×63.41 | 19.03×92.44 |
| Interface volume @ raw bond-line thickness [µL] | 3.8 | 8.3 | 10.3 | 23.8 | 20.2 | 50.3 | 44 |
| Squeeze-out volume at 1 mm OD [µL] | 39.7 | 57.7 | 63.6 | 99.1 | 103.6 | 149.4 | 175 |
| Total Thermal Paste Volume [µL] | 43.5 | 66.1 | 73.9 | 122.9 | 123.8 | 199.8 | 219 |
点胶设备
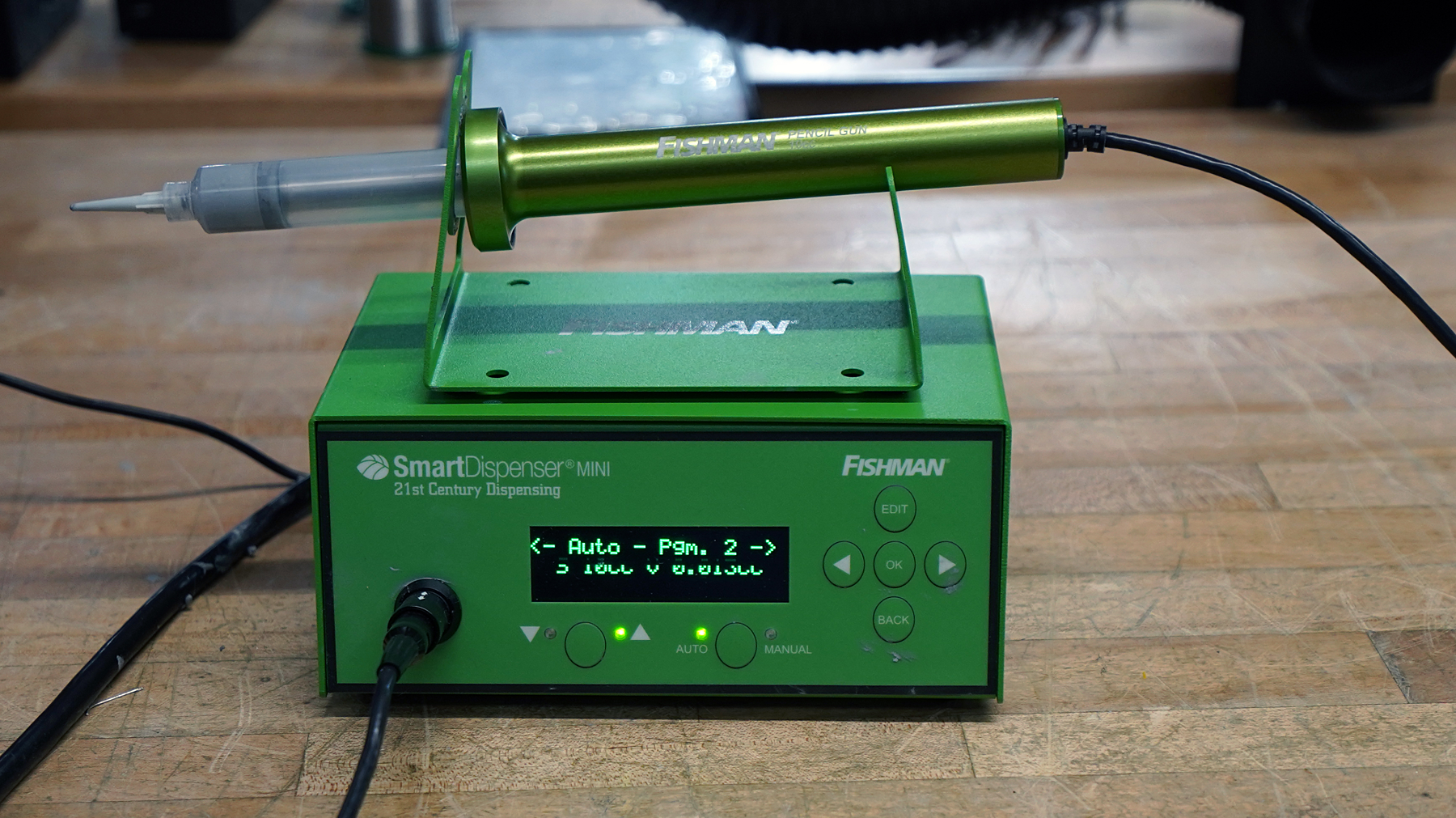
最基本的点胶方式是手动料筒和活塞工具,即注射器和胶枪。更高级的点胶设备采用电动驱动、自动化控制并具备体积计量功能。点胶要求膏体具有剪切变稀特性,以便于涂覆。膏体还必须具有较低的触变指数,以确保点胶精度,尤其是在小剂量点胶时。较高的触变指数会给精确和可重复的点胶带来挑战。
气动系统的编程功能有限,以压力和保压时间作为输入参数。这些输入仅与从注射器中实际排出的点胶量相关,因此精度和可重复性较差。随着料筒逐渐排空,气动系统容易失去体积点胶精度。这种现象的最终结果是,随着料筒耗尽,点胶量可能会减少。
胶枪手动点胶的体积无法精细控制,但设备成本较低。这种类型的点胶器最适合与钢网沉积工艺配合使用。
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | N/A | Fair | Fair | Very Low |
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Great | Fair | Fair | Low |
正排量系统可通过编程确保可重复的体积精度,相比气动系统有显著改进。在长时间生产运行中,这些系统能够保证导热膏的施加量始终准确。

| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Great | Great | Fair | Low |
刮刀涂抹
刮刀在小批量生产中被广泛使用。使用此方法时,首先将导热膏沉积到器件或散热器上,然后使用手持刮刀将导热膏均匀涂抹在表面上。通常需要多次刮涂才能形成均匀分布的导热膏线条。该方法为手动操作,容易受到人为误差的影响,且需要较多的导热膏用量以确保完全覆盖,从而导致更多的溢出。尽管存在这些不足,但由于其设置成本低且设备要求简单,刮刀涂抹法在商业生产中仍然十分常见。


| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Poor | Fair | Fair | Very Low |
手动涂抹锯齿边刮刀
在相同的设置条件下,改变刮刀的攻角会同时影响沉积的保真度和质量。
手动涂抹会在刮刀角度、行程长度、行程路径和压力方面引入变异性,由于操作人员之间的差异,导致重复性降低。图 11 显示了在相同面积、不同刮刀角度(以相对于施加表面的度数表示)下的不同膏体质量。图 10 所示的锯齿边刮刀用于Magna-Power的生产中,可从pitelpaste.com公开下载3D打印文件。


钢网印刷
化学蚀刻钢网(后来发展为激光切割)自20世纪80年代初便开始应用于电子制造领域。钢网最初主要用于在印刷电路板上快速、可靠地沉积焊膏。该技术同样可用于导热膏,通过预先将膏体涂覆在散热器和功率模块上。
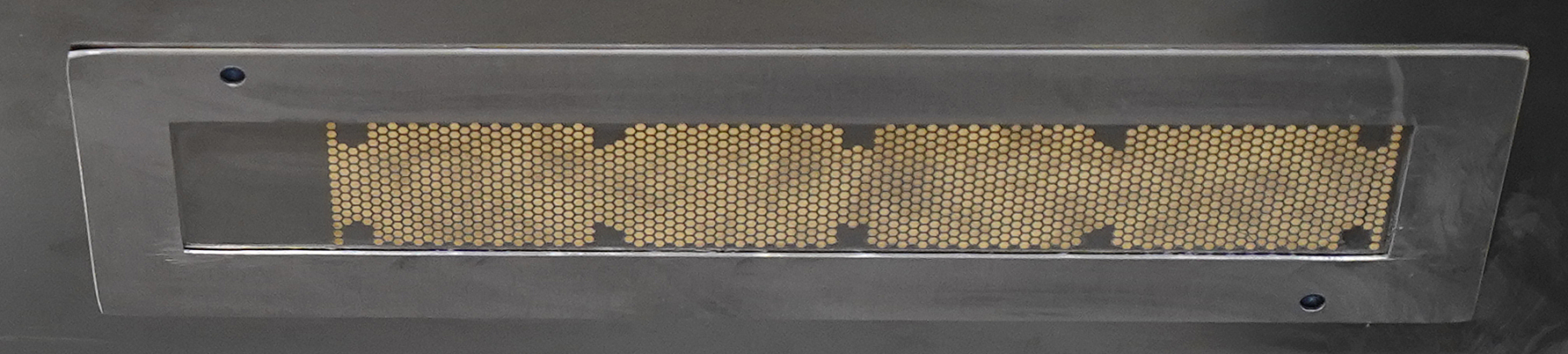
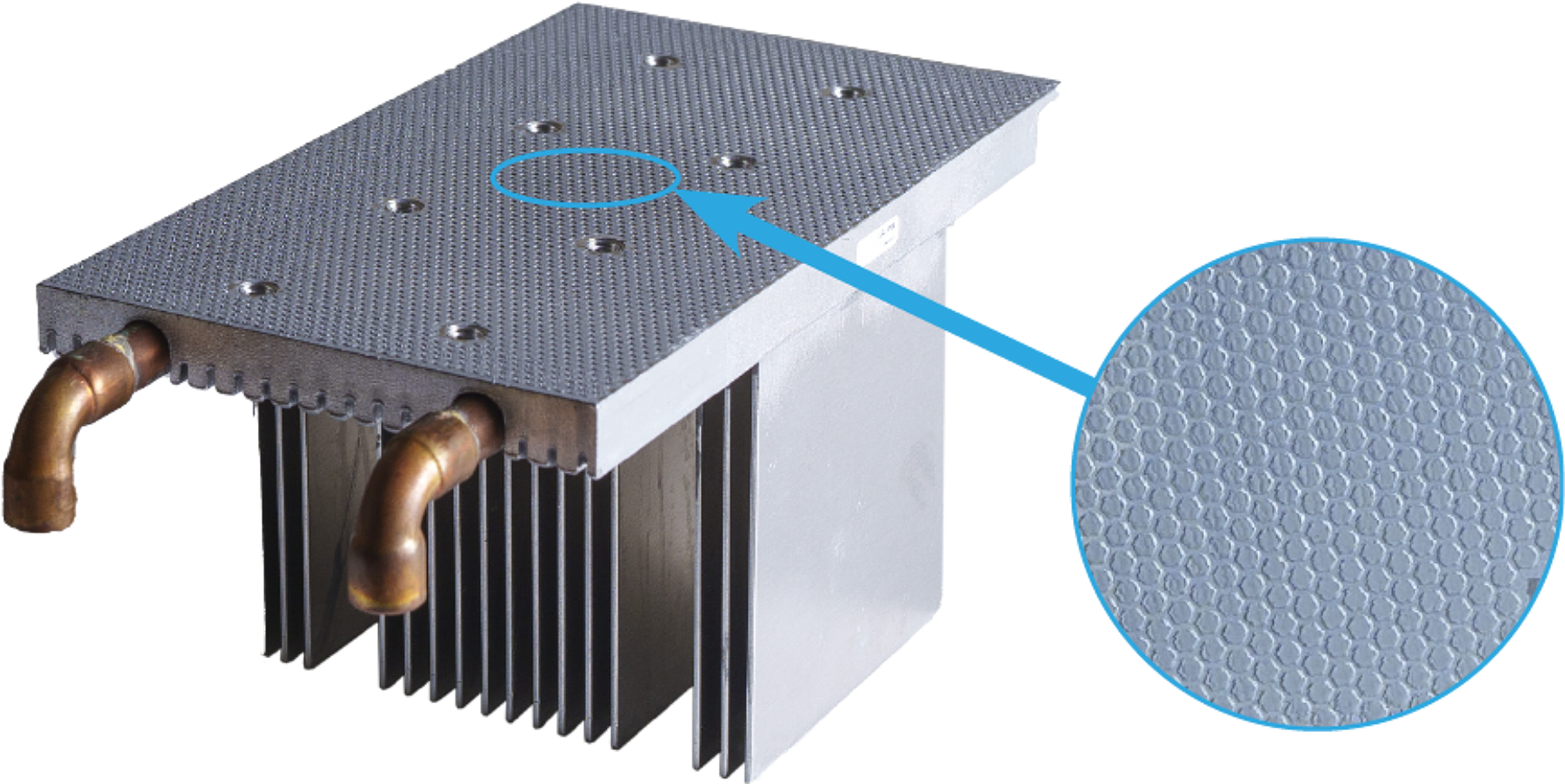
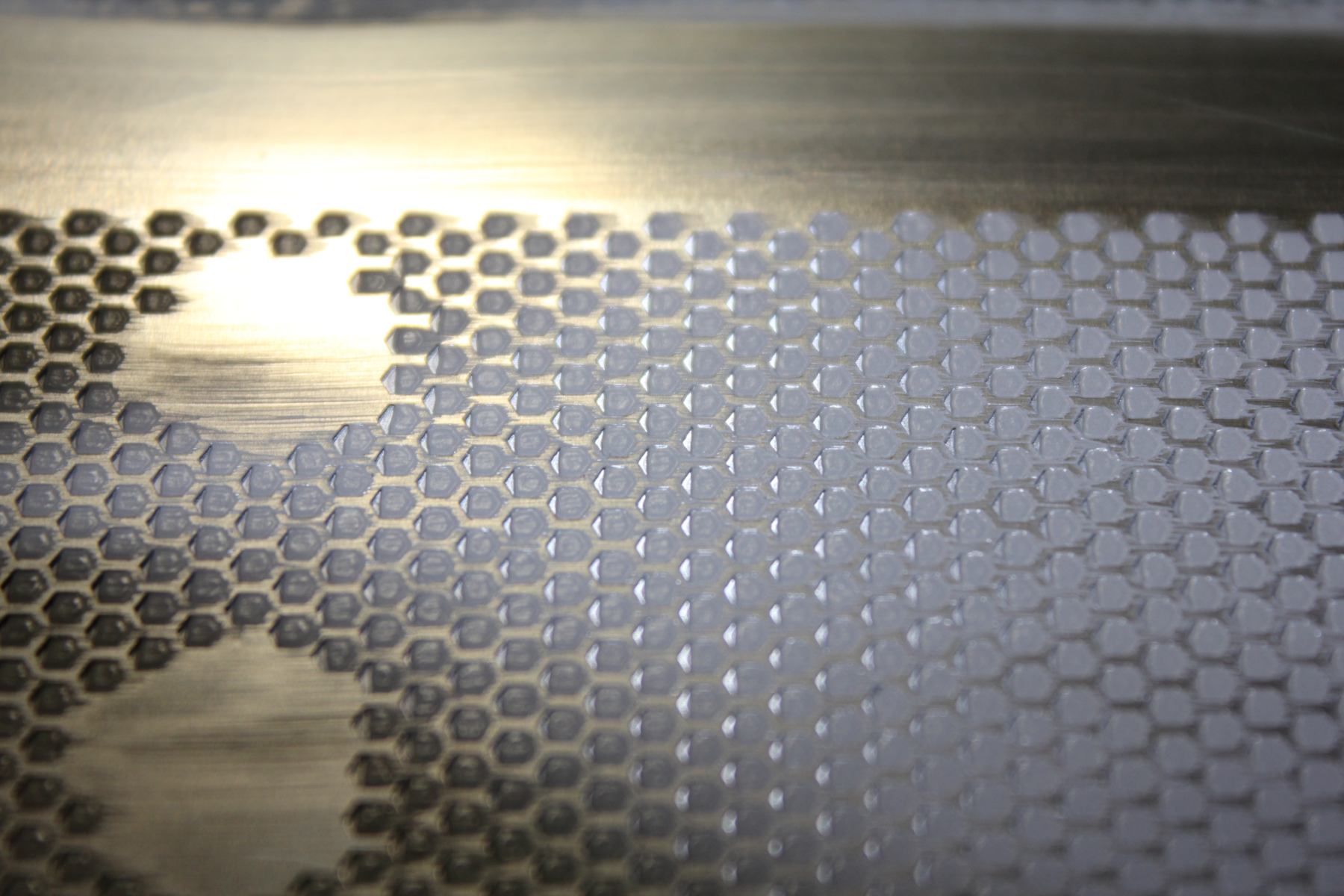
钢网由不锈钢箔切割而成,厚度通常在0.075 mm至0.15 mm之间。对于表面贴装技术,焊膏钢网已被广泛了解,且可从各种钢网制造商处方便地获取。将同样的技术应用于导热膏钢网印刷是一个简单的过渡,可实现无限的沉积几何形状。在Magna-Power,选择了重复六边形开孔来控制膏体覆盖面积和体积。
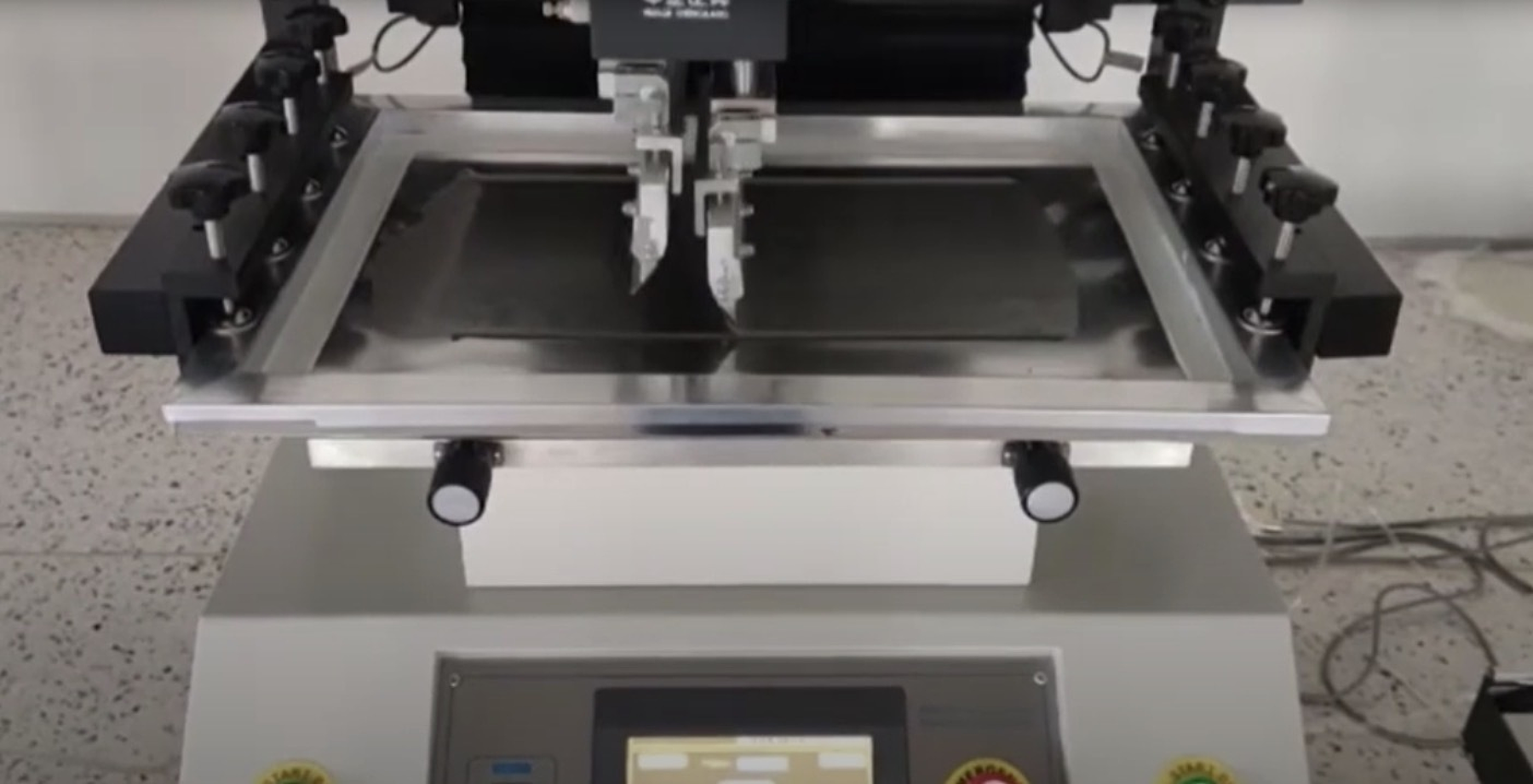
在大功率电子组件中,散热器可能较长、较高且形状不规则,传统的钢网印刷机(针对焊膏设计)并不适用。Magna-Power的众多散热器设计涵盖了广泛的x-y位置和z高度范围。为实现x-y定位,在钢网下方安装了定制的围框板(图 12)。该围框可保护0.127 mm厚的钢网箔免受"压印"损伤,即由过大的刮刀压力造成的损坏。散热器高度变化则通过调节框架高度的定位螺钉或在印刷底座上添加垫片来管理。
商用膏体印刷系统从基本的手动系统(由框架安装的钢网配合翻盖式提升机构组成)到半自动系统(配备内置刮刀,可编程控制行程速度、压力和钢网分离速度)不等。
开孔填充与膏体沉积工艺
对于通过箔片钢网进行的导热膏印刷,有四个因素可确保一致的开孔填充和沉积图案保真度(如图 14 所示):
- 刮刀攻角(AoA)
- 刮刀行程速度
- 刮刀向下压力
- 钢网分离

通过组合刮刀攻角、压力和行程速度,导热膏可以在刀片前方滚动,从而实现可重复且完整的开孔填充。

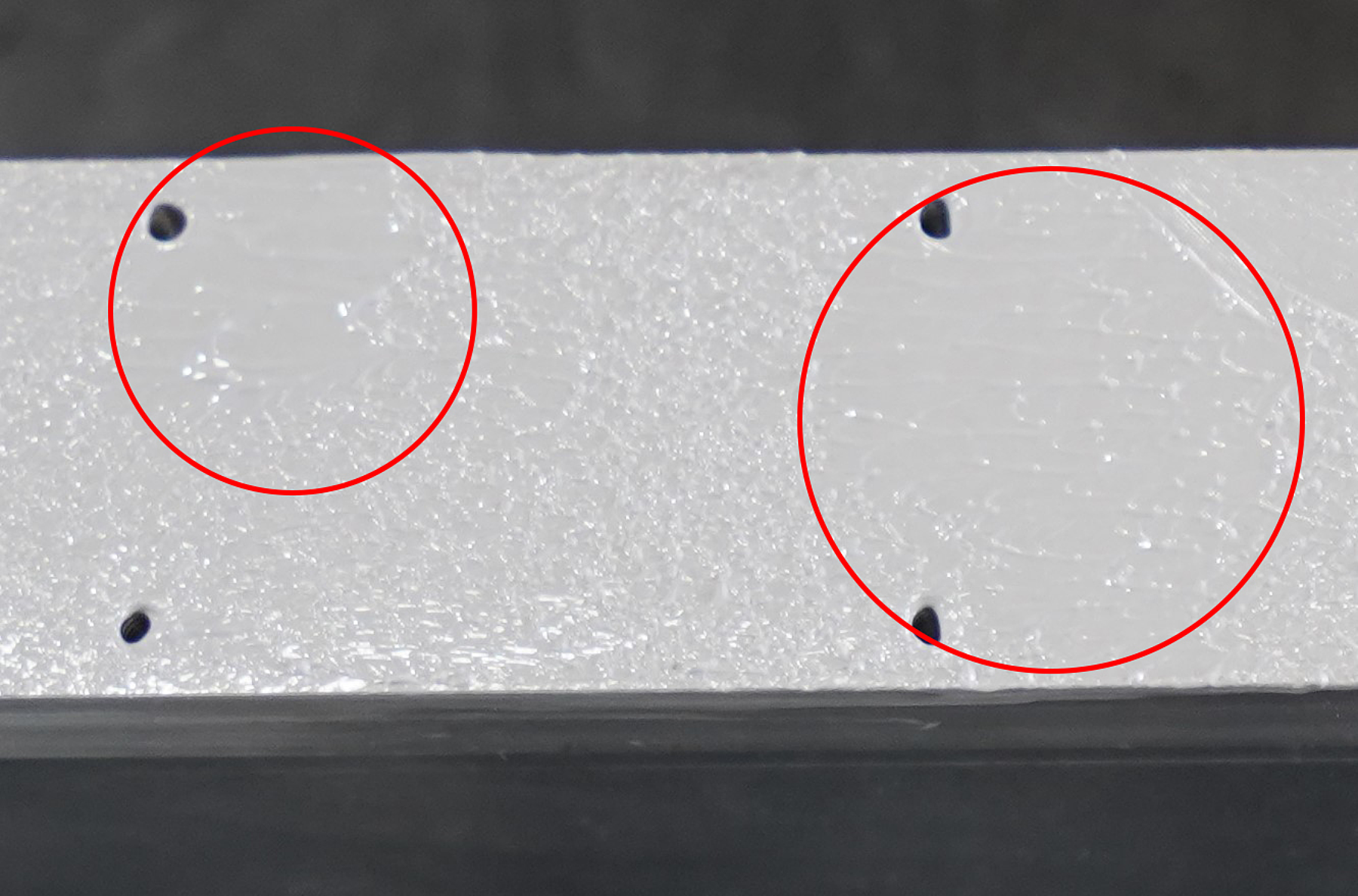
当钢网从印刷表面提起时,导热膏可能会粘附在开孔侧壁上,从而导致沉积图案变形,如图16所示。可通过控制钢网分离来缓解此问题,即强制执行缓慢且恒定的提升速度。较慢的速度使导热膏有更多时间从钢网侧壁分离,并减少箔片翘曲,从而提高图案保真度并使体积保持一致。可编程速度使印刷过程具有可重复性和可调性。
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Good | Good | Great | Low |
滚筒沉积与涂布
滚筒是一种快速、低成本、简单且易于使用的表面涂覆解决方案。导热膏通过连接在手柄上的挤压瓶输送到滚筒中。滚筒能够快速覆盖大面积区域,如散热器和大型功率模块。泡沫滚筒质地柔软,易于吸收导热膏,并能贴合不规则表面。滚筒并非精确方法。导热膏体积与泡沫密度(每英寸孔数)仅有松散的相关性,吸收量取决于导热膏粘度。在试验导热膏/滚筒组合时,可使用湿膜厚度计来验证涂层厚度。

尽管滚筒具有低成本和易于使用的优势,但如图17所示,滚筒沉积的导热膏不均匀且体积精度较差。滚筒涂布最适合使用低粘度导热膏。低粘度导热膏通常含有较少的填充物,这会降低热导率(使性能下降)。
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Poor | Poor | Poor | Very Low |
结论
每种导热膏涂覆方法都有其优缺点。例如,虽然滚筒方法的设置成本相对较低,但它无法实现自动化,且体积和放置精度较差。要选择最适合特定应用的方法,需要考虑多个因素,包括:导热膏特性、体积和放置精度要求以及设置成本。在开始将导热膏集成到生产中时,刮刀涂布、手动点胶和滚筒等简单方法可提供较低的入门成本。涉及大面积散热器的生产流程将受益于钢网的应用,钢网在自动化、设置成本以及体积和放置精度之间提供了良好的折中方案。对于高产量、高度自动化的生产,容积式点胶或气动点胶可提供额外的优势。
近十年来,Magna-Power不断改进并成功地将Pitel Paste应用于要求极为苛刻的电力电子应用中。Magna-Power研究和实施的导热膏涂覆技术可供设计和生产工程师作为参考,以在其组件中实现一致且高性能的热传导。
| Application Method | Automation | Volume Precision | Placement Precision | Setup Cost |
| Manual Dispensing | N/A | Fair | Fair | Very Low |
| Pneumatic Dispensing | Great | Fair | Fair | Low |
| Positive Displacement Dispensing | Great | Great | Fair | Low |
| Spatula | Poor | Fair | Fair | Very Low |
| Stencil | Good | Good | Great | Low |
| Roller | Poor | Poor | Poor | Very Low |