




Aplicación de pasta térmica en superficies en la fabricación de electrónica de potencia
Una descripción general de los diferentes métodos de aplicación superficial de pasta térmica, específicos para fabricantes de electrónica de potencia, que tienen requisitos extremos de disipación de energía que exigen un rendimiento térmico consistente.
Descripción general
Los diseños de electrónica de potencia fiables y compactos deben considerar la transferencia térmica. Las pérdidas de potencia por la conmutación y conducción de semiconductores deben extraerse y transferirse a disipadores de calor, que frecuentemente están construidos de cobre o aluminio por sus altas conductividades térmicas. Las superficies de acoplamiento entre semiconductores y disipadores mal preparadas pueden limitar la efectividad de esta transferencia de calor. El mecanizado de superficies lisas y el relleno de espacios de aire entre superficies son dos técnicas simples que reducen consistentemente la resistencia térmica en entornos de producción.

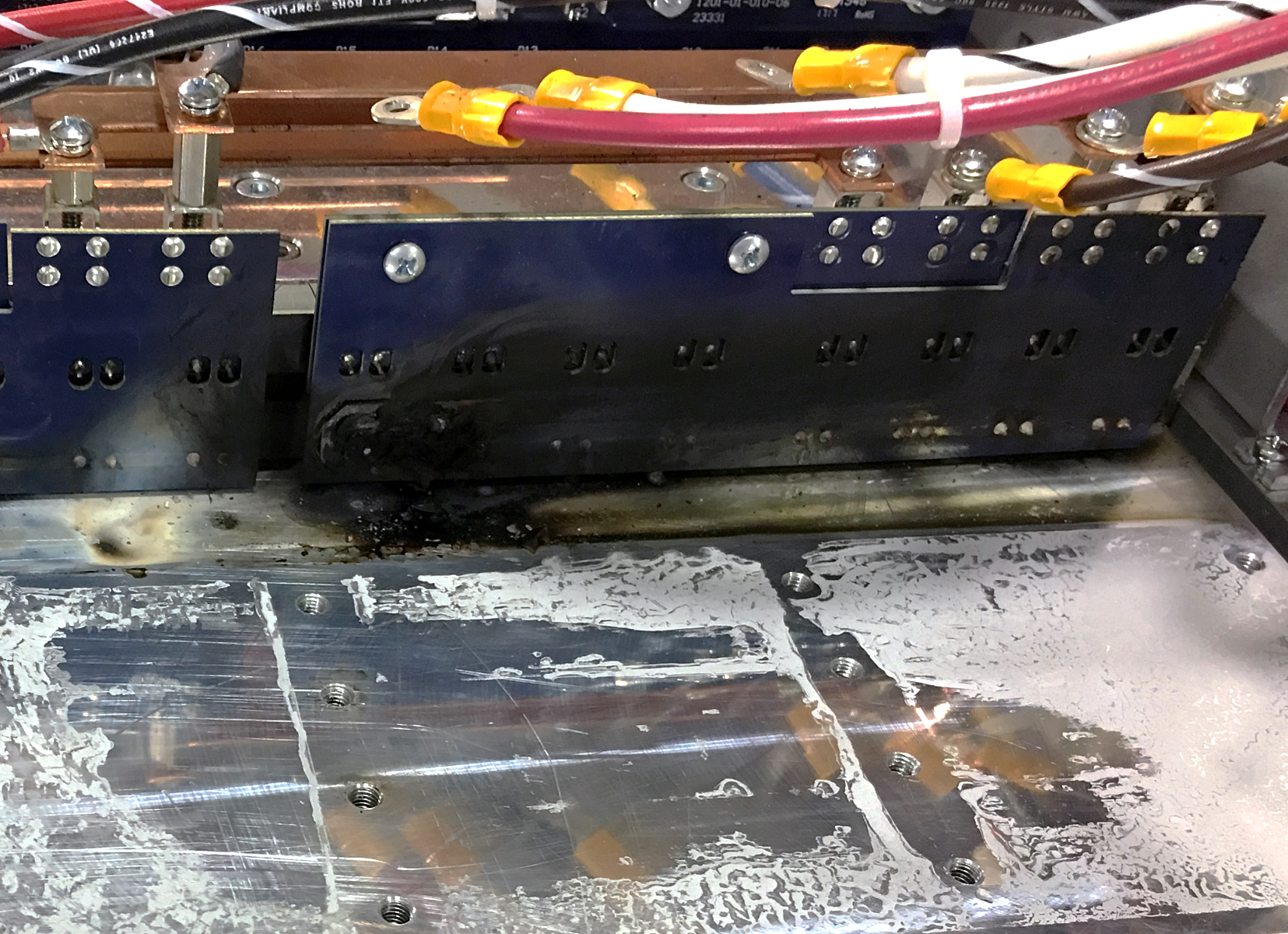
Sin relleno de espacios, el aire ocupará los vacíos, lo que restringirá la transferencia de energía térmica al ser un mal conductor térmico (0,026 W/mK). La interfaz metal contra metal y el relleno de espacios mal controlado pueden generar resistencias térmicas impredeciblemente altas, que pueden sobrecalentar y dañar los componentes. Cuando se combina con sensores térmicos mal ubicados o falta de protección térmica, una mala disipación de calor puede incluso provocar incendios.
El material de interfaz térmica (TIM) desplaza el aire con material térmicamente conductor. Disponible en muchas sustancias con rangos mejorados de conductividad térmica de 0,6 a 6 W/mK, el TIM se recomienda para una disipación de calor eficiente, repetible y a largo plazo.

En 2014, Magna-Power comenzó a formular su propio compuesto térmico y procedimientos de aplicación superficial para su uso en fuentes de alimentación de alta densidad de potencia de 10 kW. Ambos se volvieron especialmente cruciales cuando Magna-Power comenzó a desarrollar cargas electrónicas, una aplicación exigente con 100% de disipación de potencia. La pasta térmica de Magna-Power, Pitel Paste, equilibra facilidad de aplicación, costo y resistividad térmica. Pitel Paste también puede producirse en grandes lotes para la amplia gama de productos de potencia DC programables de Magna-Power. Utilizada regularmente en ensamblajes de potencia de 2000 V, Pitel Paste se implementa exitosamente con una producción de pasta estrictamente controlada y una aplicación superficial sin goteo.
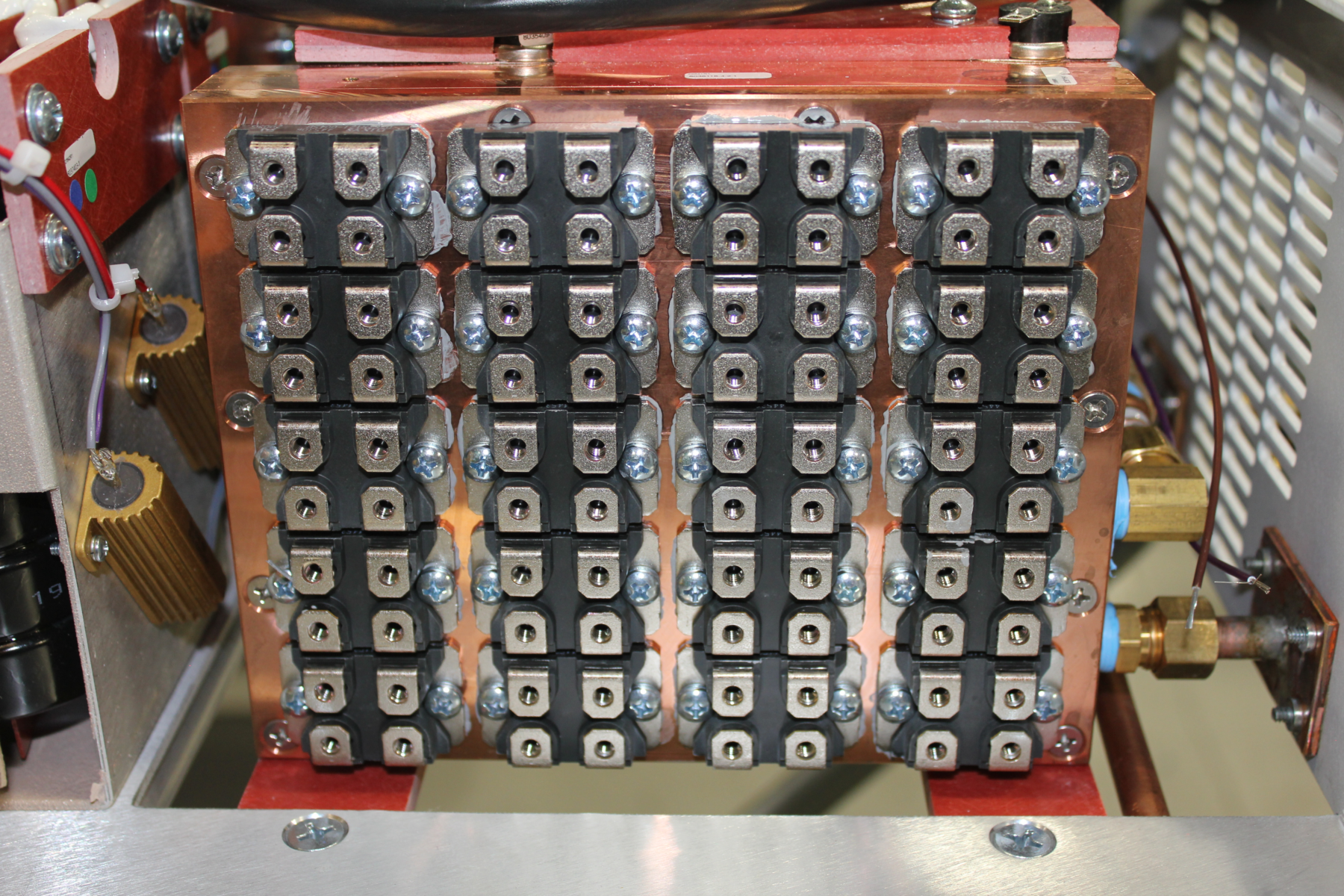
Como fabricante con más de 375.000 configuraciones de productos disponibles, Magna-Power produce una amplia gama de ensamblajes de electrónica de potencia que necesitan pasta térmica para el enfriamiento de semiconductores de potencia.
La aplicación superficial de pasta térmica es fundamental para rellenar los espacios de aire. Al establecer los métodos, hay varios factores físicos a considerar, incluyendo: viscosidad de la pasta, requisitos de disipación de calor, rugosidad de la superficie, tipo de encapsulado del semiconductor, etc. También se debe tener en cuenta la practicidad de fabricación, por ejemplo, seleccionar técnicas automatizadas para producción en masa o métodos manuales para acomodar cambios rápidos de configuración.

Este documento se centra en los métodos de aplicación superficial de pasta térmica específicos para la electrónica de potencia, que tiene requisitos extremos de disipación de energía que exigen un rendimiento térmico consistente. Estos métodos reflejan el liderazgo y la experiencia de Magna-Power en el diseño y la producción de electrónica de potencia. Los métodos de aplicación de pasta térmica pueden variar respecto a los descritos en este documento, dependiendo de los requisitos de diseño y producción de los ingenieros.
Métodos de aplicación
La aplicación de pasta térmica varía según la etapa de producción en la que se aplica la pasta, el tipo y tamaño del disipador, y el encapsulado del semiconductor (TO-220, TO-247, SOT-227B, DO-5, etc.).
El volumen recomendado de aplicación de pasta térmica se determina por las dimensiones de la interfaz y los métodos de ensamblaje. Cuando se rellena con pasta térmica, la distancia entre la fuente de calor y el disipador se denomina espesor de la línea de unión, que idealmente es inferior a 25 µm. Sin embargo, según los requisitos de fabricación y aplicación, el espesor de la línea de unión puede llegar hasta 100 µm.
El espesor objetivo de la línea de unión se puede lograr utilizando diferentes métodos de aplicación de pasta térmica, incluyendo esparcido con espátula (también conocido como llana o peine), dispensado neumático, dispensado por desplazamiento positivo, estarcido y deposición con rodillo. Se analizan varios métodos de aplicación de pasta térmica y se puntúan de forma relativa según:
- Automatización: el nivel de dependencia del proceso manual frente a la maquinaria, correlacionado con la cantidad de mano de obra involucrada y la repetibilidad
- Precisión de volumen: el nivel de control sobre la cantidad de pasta aplicada
- Precisión de colocación: la precisión con la que se ubica la pasta en la superficie
- Costo de configuración: el costo del equipo requerido
Dispensado
Patrones de dispensado
El dispensado directo es el acto de depositar pasta térmica en una interfaz térmica sin esparcirla. Generalmente es manual en la fabricación de bajo volumen y alta variedad, y automatizado en la fabricación de alto volumen y baja variedad. El dispensado manual tiene baja precisión y exactitud de colocación.
Un patrón de dispensado común se conoce coloquialmente como "Hershey Kiss" por su apariencia. Un solo punto para dispositivos pequeños con una huella máxima de 20 x 20 mm es más simple, más rápido de aplicar y logra casi la misma cobertura después de aplicar presión en comparación con patrones más elaborados. Cuando un dispositivo con el patrón de punto único aplicado se comprime, la pasta se esparce uniformemente, rellenando los espacios de aire entre el dispositivo y el disipador. Este patrón funciona bien con áreas de superficie cuadradas. Si el área es rectangular, se recomienda una sola línea de pasta térmica para mejorar la cobertura.


Volumen de dispensación
Es fundamental que el espesor de la línea de unión sea consistente a lo largo de toda la superficie del dispositivo. Los siguientes factores son necesarios para lograr un espesor de línea de unión consistente: dispensación de volumen medido, aplicación con patrón específico y torque medido para la sujeción del dispositivo. Se necesita una presión de sujeción uniforme a lo largo de toda la carcasa metálica del semiconductor para distribuir la pasta de manera uniforme.
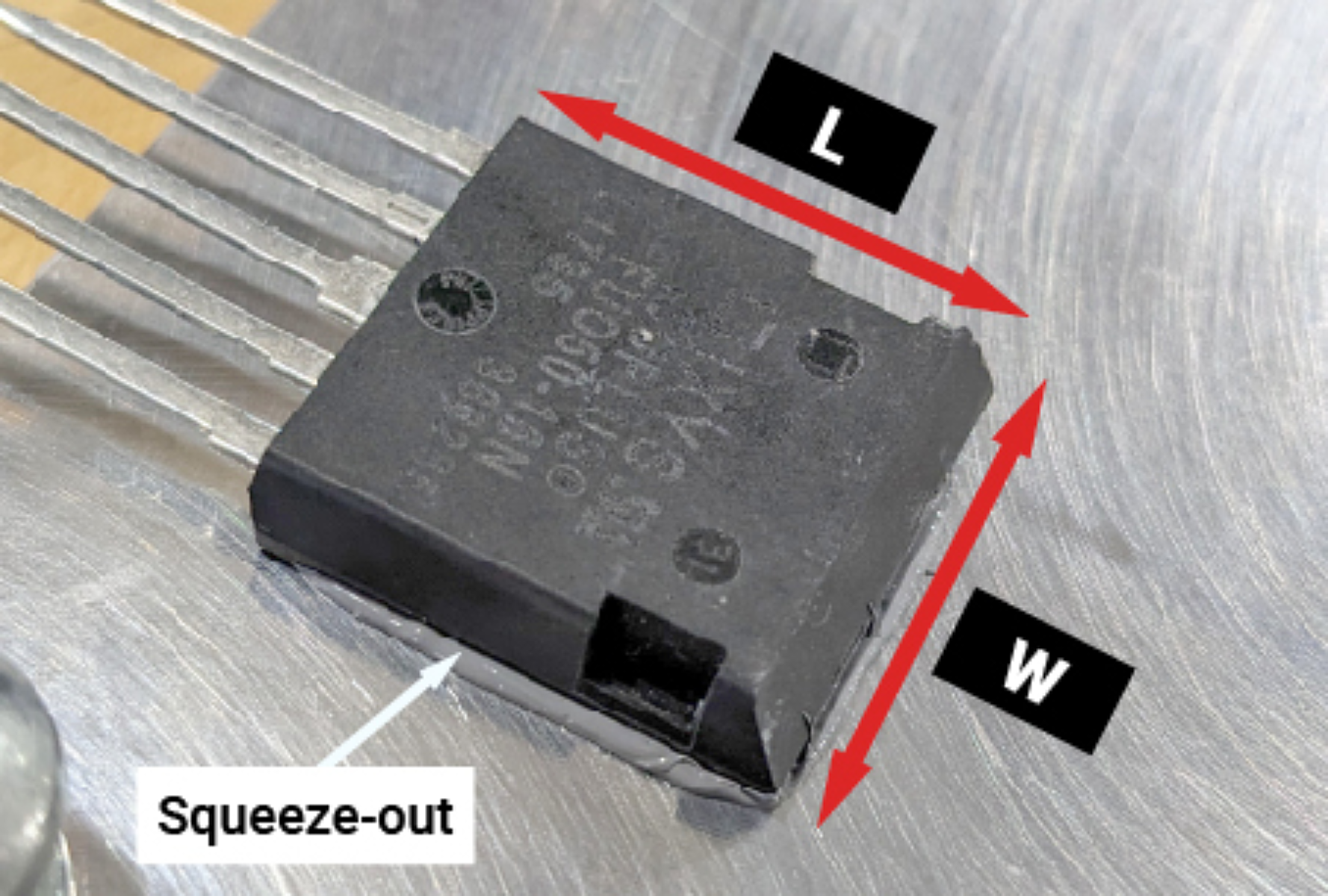
El volumen específico de aplicación de pasta térmica puede estimarse mediante un cálculo sencillo. Este cálculo debe considerar la huella del dispositivo y el espesor objetivo de la línea de unión, teniendo en cuenta la extrusión de pasta térmica a lo largo de los cuatro lados del dispositivo después de su instalación. La extrusión proporciona un mecanismo para inspeccionar visualmente la cobertura de la pasta. Un dispositivo montado pasa la inspección cuando la pasta térmica es visible (pero no excesiva) a lo largo de los cuatro lados, como se muestra en la Figura 8. El mismo método de inspección visual puede aplicarse a diseños de plantilla (discutidos más adelante en este documento) ampliando las aberturas y/o el espesor de la plantilla. Los procesos de impresión con plantilla producen inherentemente un volumen y una colocación consistentes. La inspección visual de la superficie con plantilla antes del ensamblaje es suficiente.
El volumen base de pasta térmica puede establecerse mediante un cálculo sencillo del área superficial del dispositivo de potencia, multiplicada por el espesor máximo de la línea de unión, p. ej. 25 µm (Ecuación 1). La extrusión típica es de 1-2 mm alrededor del perímetro del encapsulado, lo que puede aumentar el TIM requerido casi diez veces, como se muestra en la Tabla 1. Para estimar el volumen de extrusión, se aplica un modelo cilíndrico simplificado (Ecuación 2). El perímetro total del dispositivo se multiplica por un área de sección circular de 1 mm de diámetro. Esto debe añadirse al volumen total requerido en µL.
Donde `L` es la longitud del dispositivo, `W` es el ancho del dispositivo, `t` es el espesor de la línea de unión y `d` es el diámetro de la extrusión.
| Device Package | TO-220 | TO-247 | i4-Pac | SOT-227B | RH-50 | 7-MTPB | TO-244 |
| Case (LxW) [mm] | 10.16×15.1 | 15.97×20.81 | 19.87×20.65 | 24.98×38.11 | 16.2×49.8 | 31.76×63.41 | 19.03×92.44 |
| Interface volume @ raw bond-line thickness [µL] | 3.8 | 8.3 | 10.3 | 23.8 | 20.2 | 50.3 | 44 |
| Squeeze-out volume at 1 mm OD [µL] | 39.7 | 57.7 | 63.6 | 99.1 | 103.6 | 149.4 | 175 |
| Total Thermal Paste Volume [µL] | 43.5 | 66.1 | 73.9 | 122.9 | 123.8 | 199.8 | 219 |
Equipos de dispensación
La forma más básica de dispensación es una herramienta manual de barril y pistón, es decir, jeringa y aplicador de calafateo. Los dispensadores más avanzados son motorizados, automatizados y tienen control volumétrico. La dispensación requiere una pasta que se adelgace por cizallamiento para facilitar su distribución. La pasta también debe tener un índice tixotrópico bajo para garantizar la precisión de dispensación, particularmente al dosificar volúmenes pequeños. Un índice tixotrópico alto puede presentar dificultades para dispensar pasta con precisión y repetibilidad.
Los sistemas neumáticos tienen una programación limitada con presión y tiempo de permanencia como entradas. Las entradas solo se correlacionan con el volumen real dispensado que sale de la jeringa, y por lo tanto tienen baja precisión y reproducibilidad. Los sistemas neumáticos son propensos a perder precisión de dispensación volumétrica a medida que el cartucho comienza a vaciarse. El efecto neto de este fenómeno es que la cantidad dispensada probablemente disminuirá a medida que se agote el cartucho.
El volumen dispensado manualmente con aplicadores de calafateo no se controla con precisión, pero el costo de configuración es bajo. Este tipo de dispensador es más adecuado en combinación con la deposición por plantilla.
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | N/A | Fair | Fair | Very Low |
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Great | Fair | Fair | Low |
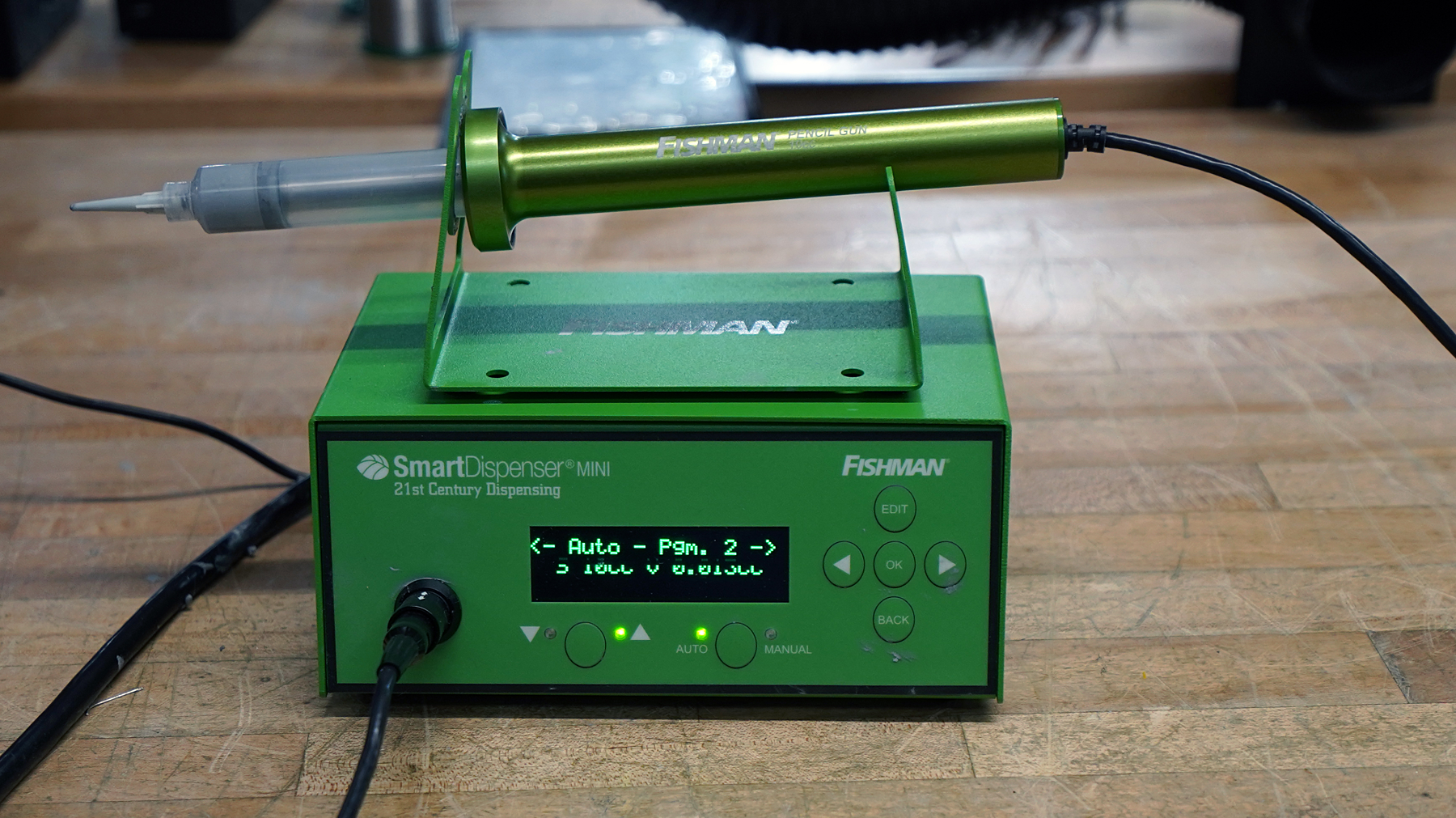
Los sistemas de desplazamiento positivo pueden programarse para garantizar una precisión volumétrica repetible, lo que representa una mejora respecto a los sistemas neumáticos. La cantidad correcta de pasta térmica aplicada está garantizada para tiradas de producción prolongadas con estos sistemas.

| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Great | Great | Fair | Low |
Aplicación con espátula
Las espátulas se utilizan frecuentemente en fabricación de bajo volumen. Con este método, la pasta térmica se deposita primero sobre el dispositivo o el disipador de calor. Luego, se utiliza una espátula manual para distribuir uniformemente la pasta térmica sobre la superficie. A menudo se requieren varios pasajes para depositar líneas de TIM distribuidas de manera uniforme. Este método es una operación manual, propensa al error humano, y requiere cantidades mayores de TIM para asegurar una cobertura completa, lo que genera mayor exceso de material. A pesar de sus limitaciones, la aplicación con espátula es común en la producción comercial debido a su bajo costo de instalación y requisitos básicos de equipamiento.


| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Poor | Fair | Fair | Very Low |
Aplicación manual con espátula de borde dentado
Con la misma configuración y alterando el ángulo de ataque de la espátula, tanto la fidelidad como la masa de la deposición se ven afectadas.
La aplicación manual introduce variabilidades en el ángulo de la espátula, la longitud del pasaje, la trayectoria del pasaje y la presión, lo que reduce la repetibilidad con los cambios de un operador a otro. La Fig. 11 muestra diferentes masas de pasta para la misma área y diferentes ángulos de espátula (especificados en grados respecto a la superficie de aplicación). La espátula de borde dentado mostrada en la Fig. 10 se utiliza en la producción de Magna-Power y está disponible públicamente para descarga desde pitelpaste.com como archivos imprimibles en 3D.


Deposición por plantilla
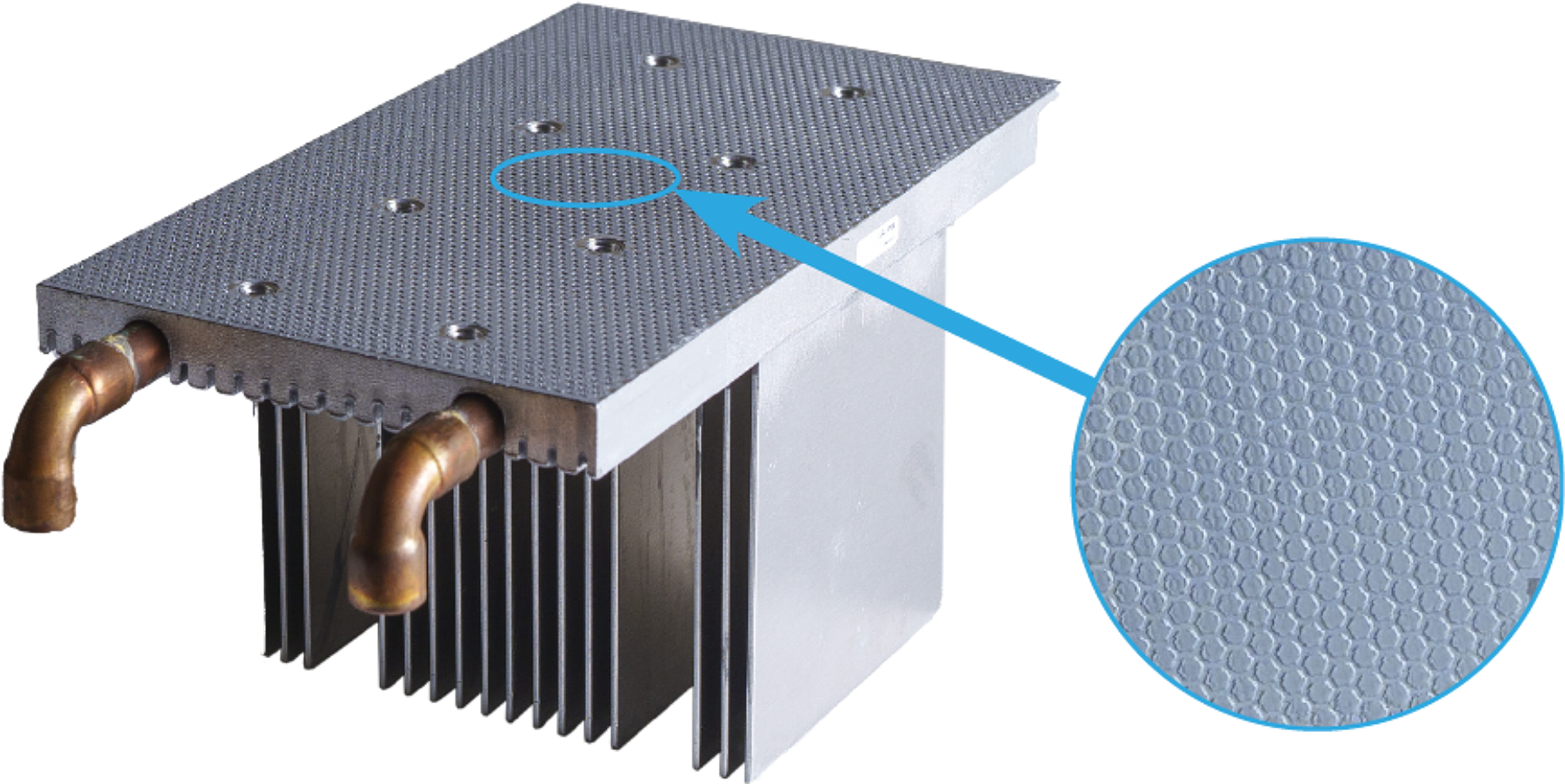
Las plantillas grabadas químicamente (y posteriormente cortadas por láser) se han utilizado en la fabricación electrónica desde principios de la década de 1980. Las plantillas se implementaron principalmente para depositar pasta de soldadura de manera rápida y confiable sobre placas de circuito impreso. Esta tecnología también puede utilizarse para pasta térmica, preaplicando la pasta sobre disipadores de calor y módulos de potencia.
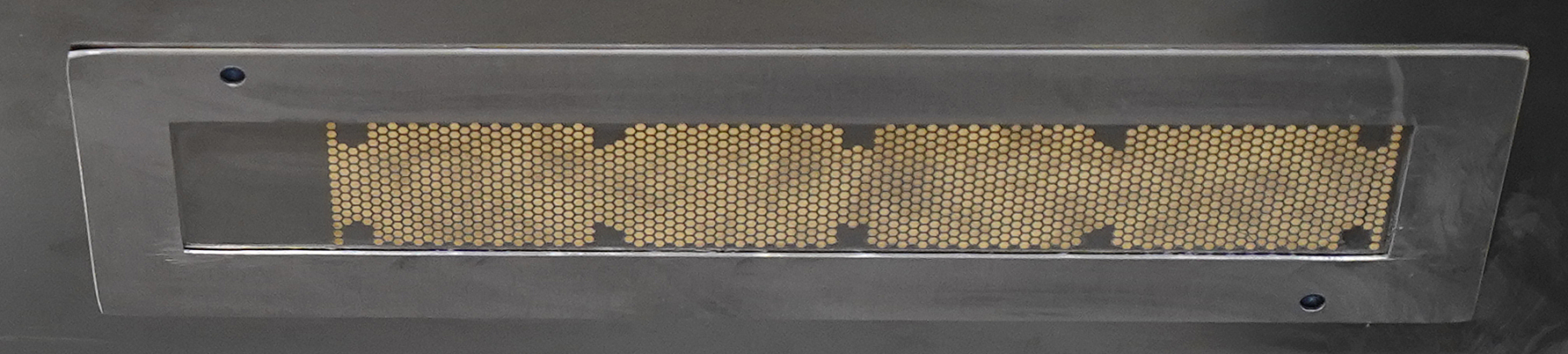
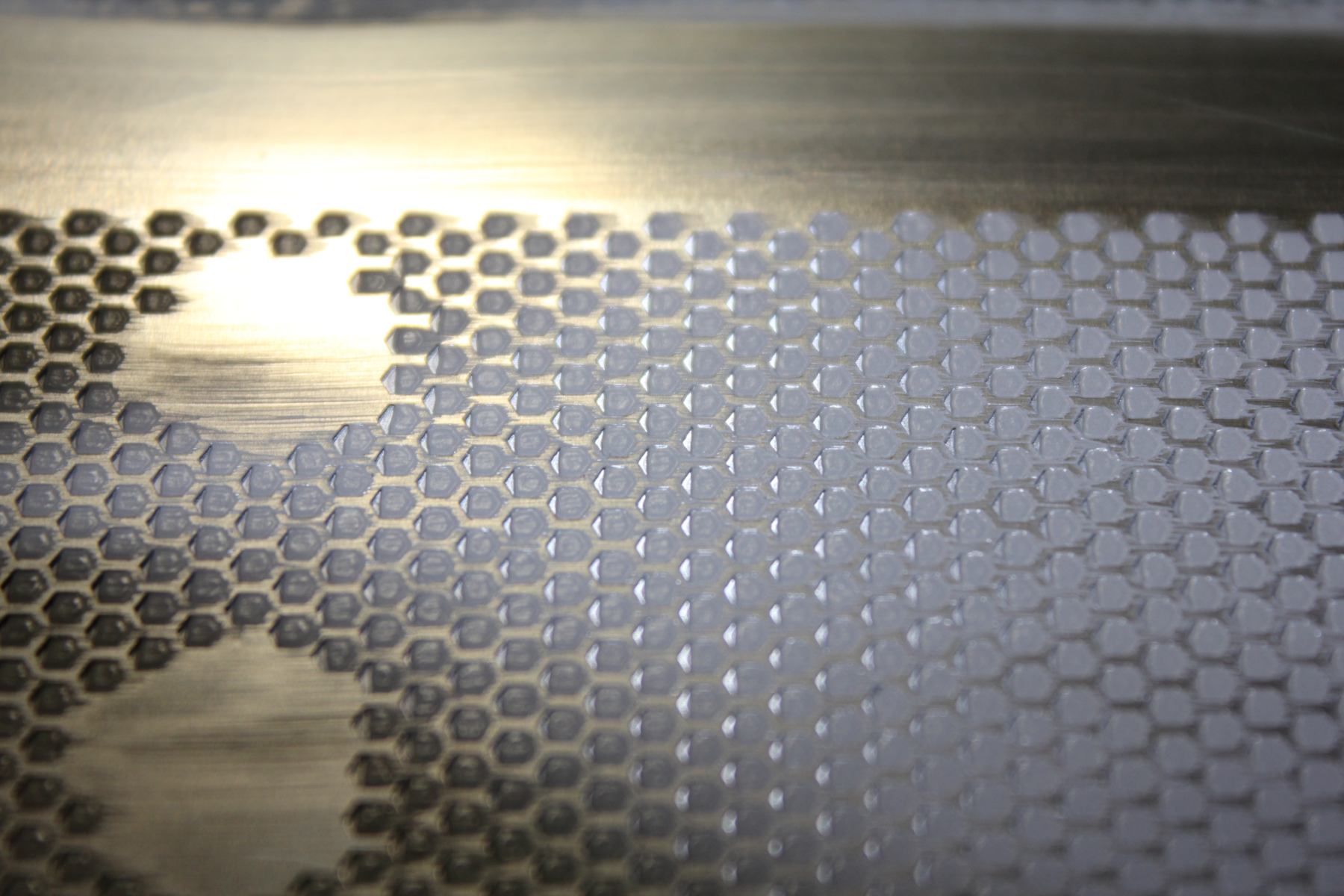
Las plantillas se cortan a partir de una lámina de acero inoxidable cuyo espesor típicamente varía entre 0,075 mm y 0,15 mm. Para la tecnología de montaje superficial, las plantillas de pasta de soldadura son ampliamente conocidas y fácilmente obtenibles a través de diversos fabricantes de plantillas. Adaptar esta misma tecnología a la impresión de TIM por plantilla es una transición sencilla que permite geometrías de deposición ilimitadas. En Magna-Power, se seleccionó una apertura hexagonal repetitiva para controlar la cobertura y el volumen de pasta.
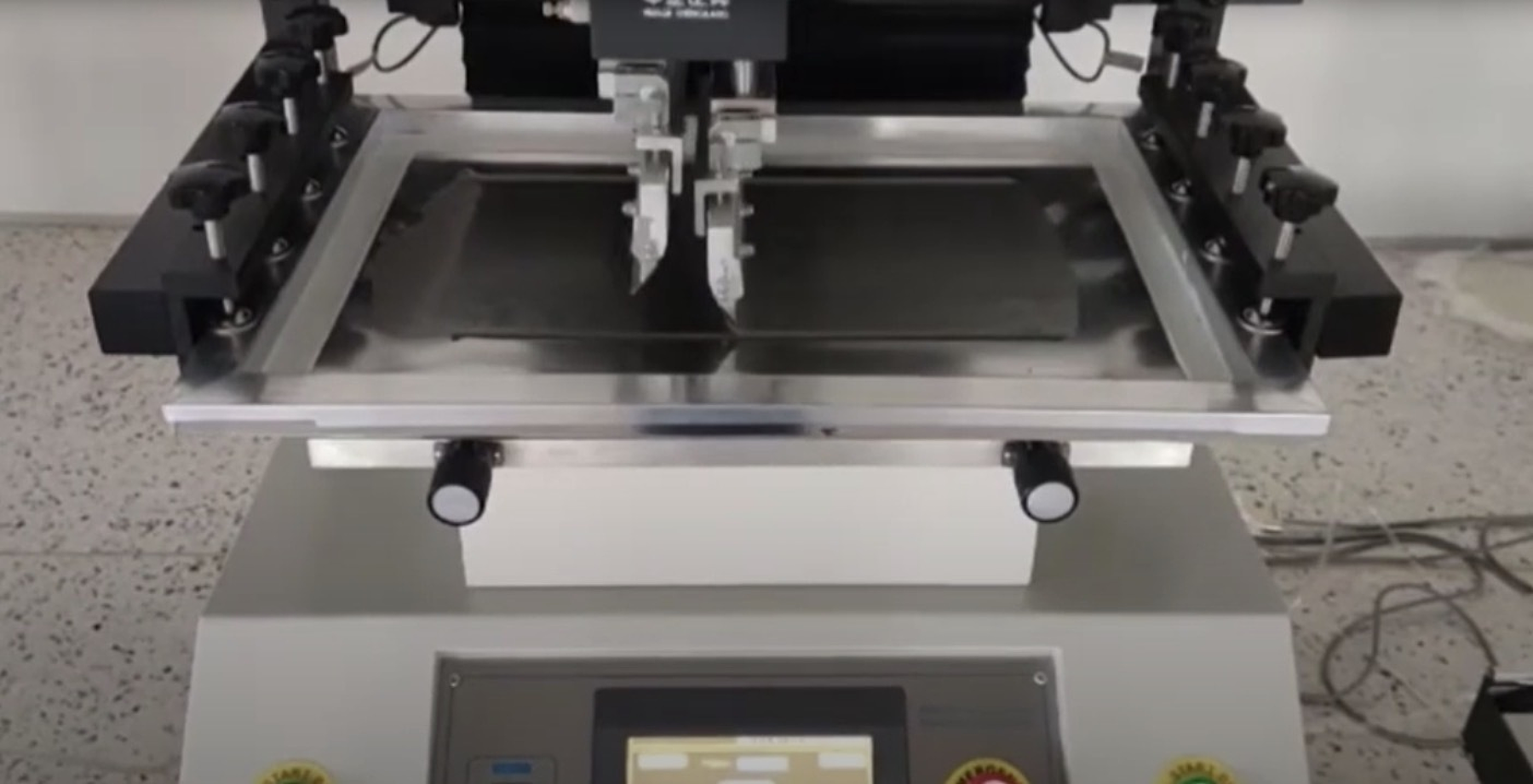
En los ensamblajes de electrónica de alta potencia, los disipadores de calor pueden ser largos, altos y de formas irregulares, donde las impresoras de plantillas tradicionales (diseñadas para pasta de soldadura) no son adecuadas. Los numerosos diseños de disipadores de Magna-Power abarcan amplios rangos en posiciones x-y y altura z. Para lograr el posicionamiento x-y, se fijó una placa de contorno personalizada (Fig. 12) debajo de la plantilla. El contorno protege la lámina de plantilla de 0,127 mm de espesor contra el "acuñado", que es el daño causado por una fuerza excesiva de la rasqueta. La variación en la altura del disipador se gestiona ajustando la altura del marco con tornillos de ajuste o añadiendo espaciadores a la base de la impresora.
Los sistemas comerciales de impresión de pasta van desde sistemas manuales básicos, que consisten en una plantilla montada en marco con un mecanismo de elevación tipo bisagra, hasta sistemas semiautomáticos, que consisten en una rasqueta integrada con velocidad de pasaje, presión y velocidad de separación de plantilla programables.
Llenado de aperturas y proceso de deposición de pasta
Para la impresión de pasta térmica mediante una plantilla de lámina, existen cuatro factores que aseguran un llenado de apertura consistente y fidelidad del patrón de deposición (como se muestra en la Figura 14):
- Ángulo de ataque (AoA) de la rasqueta
- Velocidad de pasaje de la rasqueta
- Presión descendente de la rasqueta
- Separación de la plantilla

La combinación del ángulo de ataque de la rasqueta, la presión y la velocidad de pasada permite que la pasta térmica ruede por delante de la cuchilla, proporcionando un llenado de apertura repetible y completo.

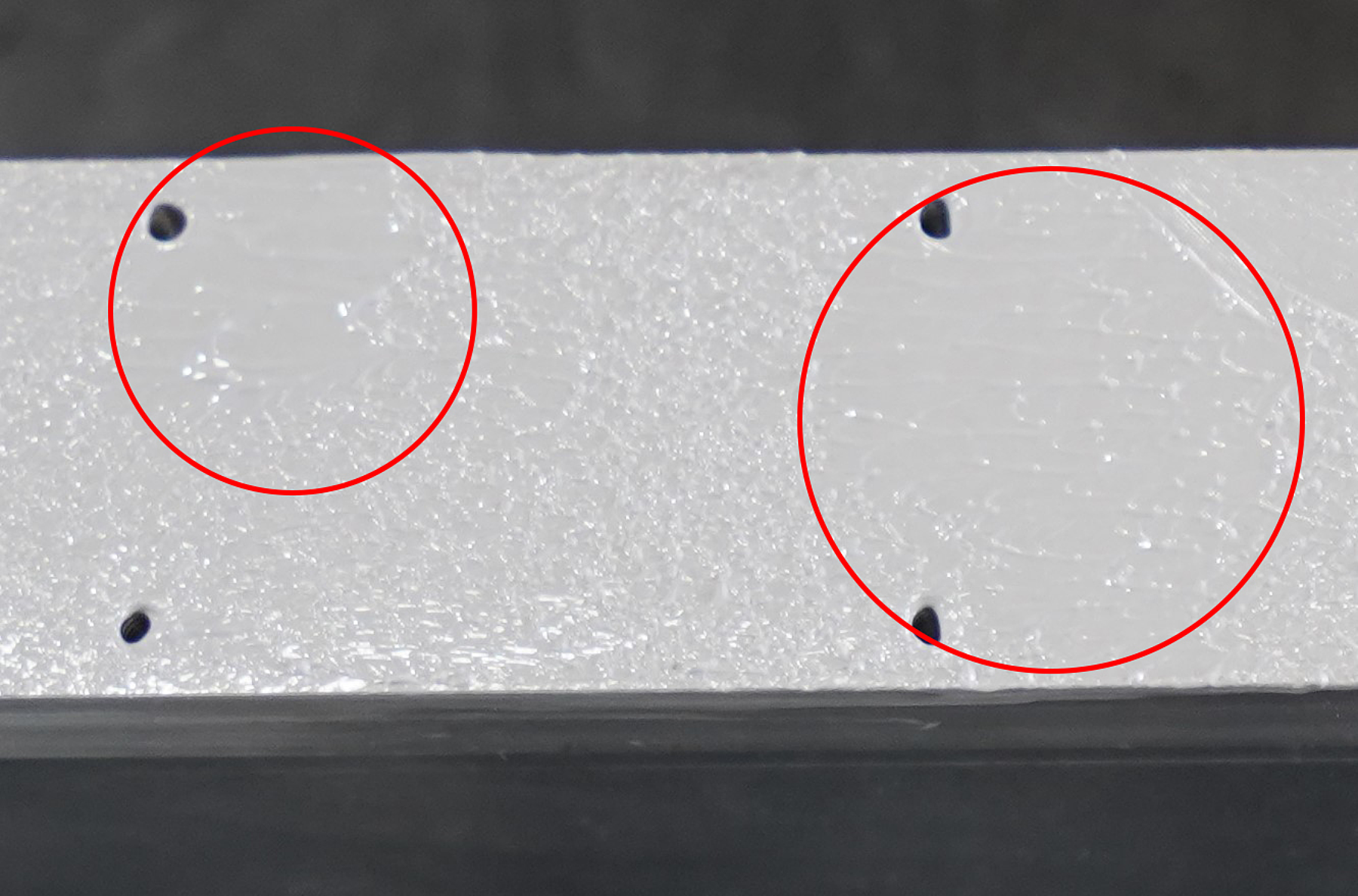
Cuando se levanta un esténcil de la superficie de impresión, la pasta puede adherirse a los lados de la apertura, lo que puede deformar el patrón de deposición, como se muestra en la Fig. 16. La separación controlada del esténcil puede mitigar este problema al imponer una velocidad de elevación lenta y constante. La velocidad lenta permite que la pasta tenga más tiempo para separarse de las paredes laterales del esténcil y reduce la deformación de la lámina, lo que mejora la fidelidad del patrón y hace que el volumen sea consistente. La velocidad programable hace que el proceso de impresión sea repetible y ajustable.
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Good | Good | Great | Low |
Deposición y esparcido con rodillo
Los rodillos son una solución de aplicación superficial rápida, económica, sencilla y fácil de usar. La pasta se alimenta al rodillo mediante un frasco exprimible conectado al mango. Los rodillos pueden cubrir rápidamente áreas grandes como disipadores de calor y módulos de potencia grandes. Los rodillos de espuma son suaves, absorben la pasta fácilmente y se adaptan a superficies irregulares. El rodillo no es un método preciso. El volumen de pasta está vagamente correlacionado con la densidad de la espuma (poros por pulgada) y la absorción depende de la viscosidad de la pasta. Se puede utilizar un medidor de espesor de película húmeda para validar el grosor de la capa al experimentar con combinaciones de pasta/rodillo.

A pesar de sus beneficios de bajo costo y facilidad de uso, los rodillos depositan la pasta de manera desigual y con poca precisión de volumen, como se muestra en la Fig. 17. El esparcido con rodillo se aplica mejor utilizando pasta térmica de baja viscosidad. Las pastas de baja viscosidad típicamente tienen menos material de relleno, lo que reduce la conductancia térmica (empeora el rendimiento).
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Poor | Poor | Poor | Very Low |
Conclusión
Cada método de aplicación de pasta térmica tiene ventajas y desventajas. Por ejemplo, aunque el costo de configuración del método de rodillo es relativamente bajo, no está automatizado y tiene una precisión deficiente de volumen y colocación. Para seleccionar el método más adecuado para una aplicación determinada, se deben considerar varios factores, incluyendo: características de la pasta térmica, requisitos de precisión de volumen y colocación, y costo de configuración. Al comenzar a integrar la pasta térmica en la producción, métodos sencillos como el esparcido con espátula, la dosificación manual y los métodos con rodillo proporcionan un bajo costo de entrada. Los procesos de producción que involucran disipadores de calor con grandes áreas superficiales se beneficiarán de la implementación de esténciles, que ofrecen un compromiso entre automatización, costo de configuración y precisión de volumen y colocación. Para producción de alto volumen y altamente automatizada, la dosificación por desplazamiento positivo o neumática proporciona beneficios adicionales.
Durante casi una década, Magna-Power ha iterado y aplicado exitosamente Pitel Paste para aplicaciones de electrónica de potencia muy exigentes. Las técnicas de aplicación de pasta térmica investigadas e implementadas por Magna-Power pueden ser utilizadas por ingenieros de diseño y producción como referencia para producir una transferencia térmica consistente y de alto rendimiento en sus ensamblajes.
| Application Method | Automation | Volume Precision | Placement Precision | Setup Cost |
| Manual Dispensing | N/A | Fair | Fair | Very Low |
| Pneumatic Dispensing | Great | Fair | Fair | Low |
| Positive Displacement Dispensing | Great | Great | Fair | Low |
| Spatula | Poor | Fair | Fair | Very Low |
| Stencil | Good | Good | Great | Low |
| Roller | Poor | Poor | Poor | Very Low |