




Applicazione della pasta termica sulle superfici nella produzione di elettronica di potenza
Una panoramica dei diversi metodi di applicazione superficiale della pasta termica, specifici per i produttori di elettronica di potenza, che hanno requisiti estremi di dissipazione della potenza che richiedono prestazioni termiche costanti.
Panoramica
I progetti di elettronica di potenza affidabili e compatti devono considerare il trasferimento termico. Le perdite di potenza dovute alla commutazione e alla conduzione dei semiconduttori devono essere estratte e trasferite ai dissipatori di calore, spesso costruiti in rame o alluminio per le loro elevate conducibilità termiche. Superfici di accoppiamento tra semiconduttori e dissipatori preparate in modo inadeguato possono limitare l'efficacia di questo trasferimento di calore. La lavorazione meccanica delle superfici per renderle lisce e il riempimento degli spazi d'aria tra le superfici sono due tecniche semplici che riducono costantemente la resistenza termica negli ambienti di produzione.

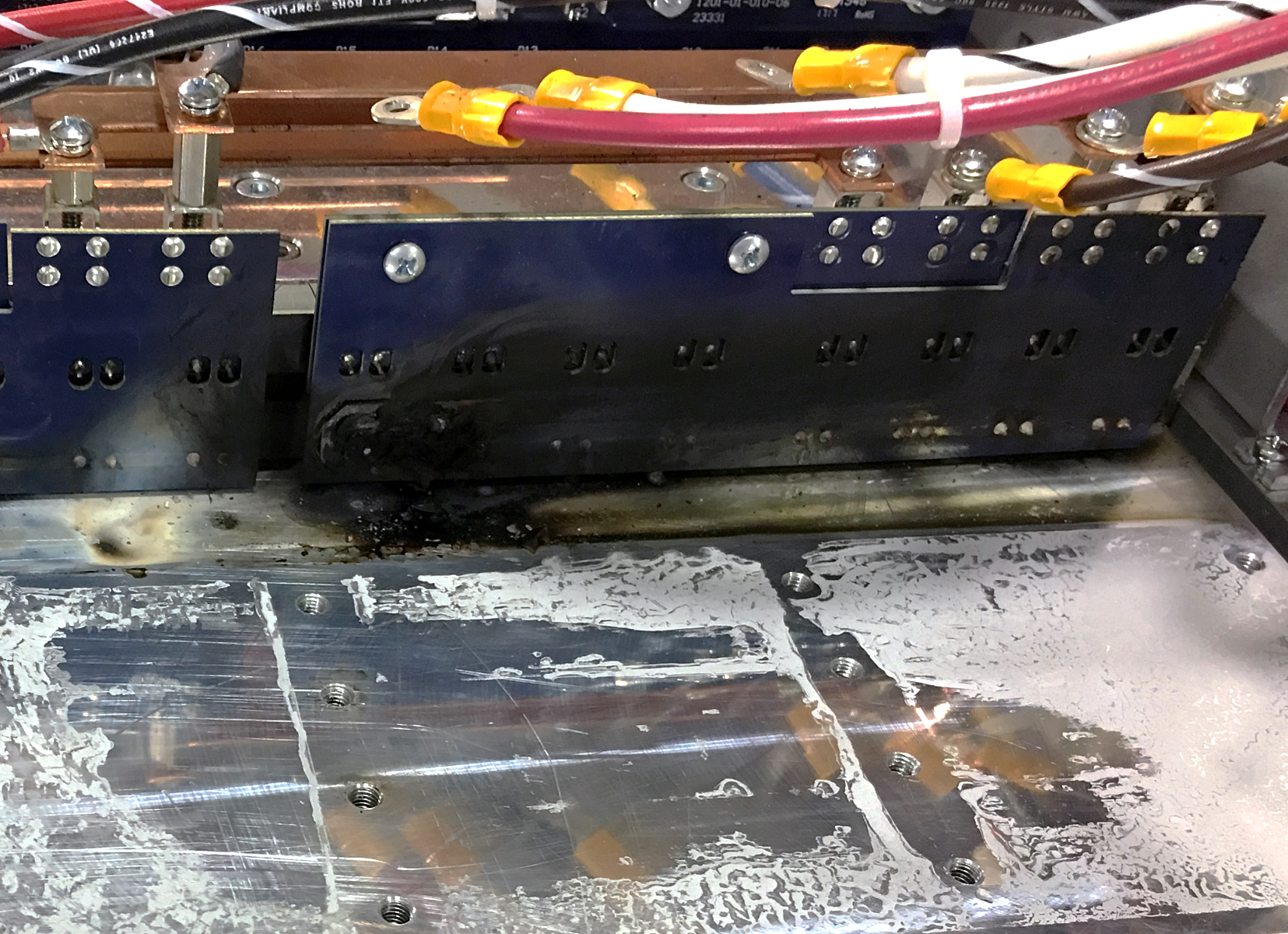
Senza il riempimento degli spazi, l'aria riempirà i vuoti, limitando il trasferimento di energia termica in quanto cattivo conduttore termico (0,026 W/mK). L'interfaccia metallo-metallo e il riempimento degli spazi scarsamente controllato possono portare a resistenze termiche imprevedibilmente elevate, che possono surriscaldare e danneggiare i componenti. Se associati a sensori termici posizionati in modo inadeguato o alla mancanza di protezione termica, una scarsa dissipazione del calore può persino provocare incendi.
Il materiale di interfaccia termica (TIM) sostituisce l'aria con materiale termicamente conduttivo. Disponibile in molte sostanze con gamme migliorate di conducibilità termica da 0,6 a 6 W/mK, il TIM è raccomandato per una dissipazione del calore a lungo termine, ripetibile ed efficiente.

Nel 2014, Magna-Power ha iniziato a formulare il proprio composto termico e le procedure di applicazione superficiale per l'uso in alimentatori ad alta densità di potenza da 10 kW. Entrambi sono diventati particolarmente cruciali quando Magna-Power ha iniziato a sviluppare carichi elettronici, un'applicazione impegnativa con dissipazione di potenza al 100%. La pasta termica di Magna-Power, Pitel Paste, bilancia facilità di applicazione, costo e resistività termica. Pitel Paste può anche essere prodotta in grandi lotti per l'ampia gamma di prodotti di alimentazione DC programmabili di Magna-Power. Utilizzata regolarmente in assemblaggi di potenza da 2000 V, Pitel Paste è implementata con successo grazie a una produzione della pasta rigorosamente controllata e un'applicazione superficiale senza gocciolamento.
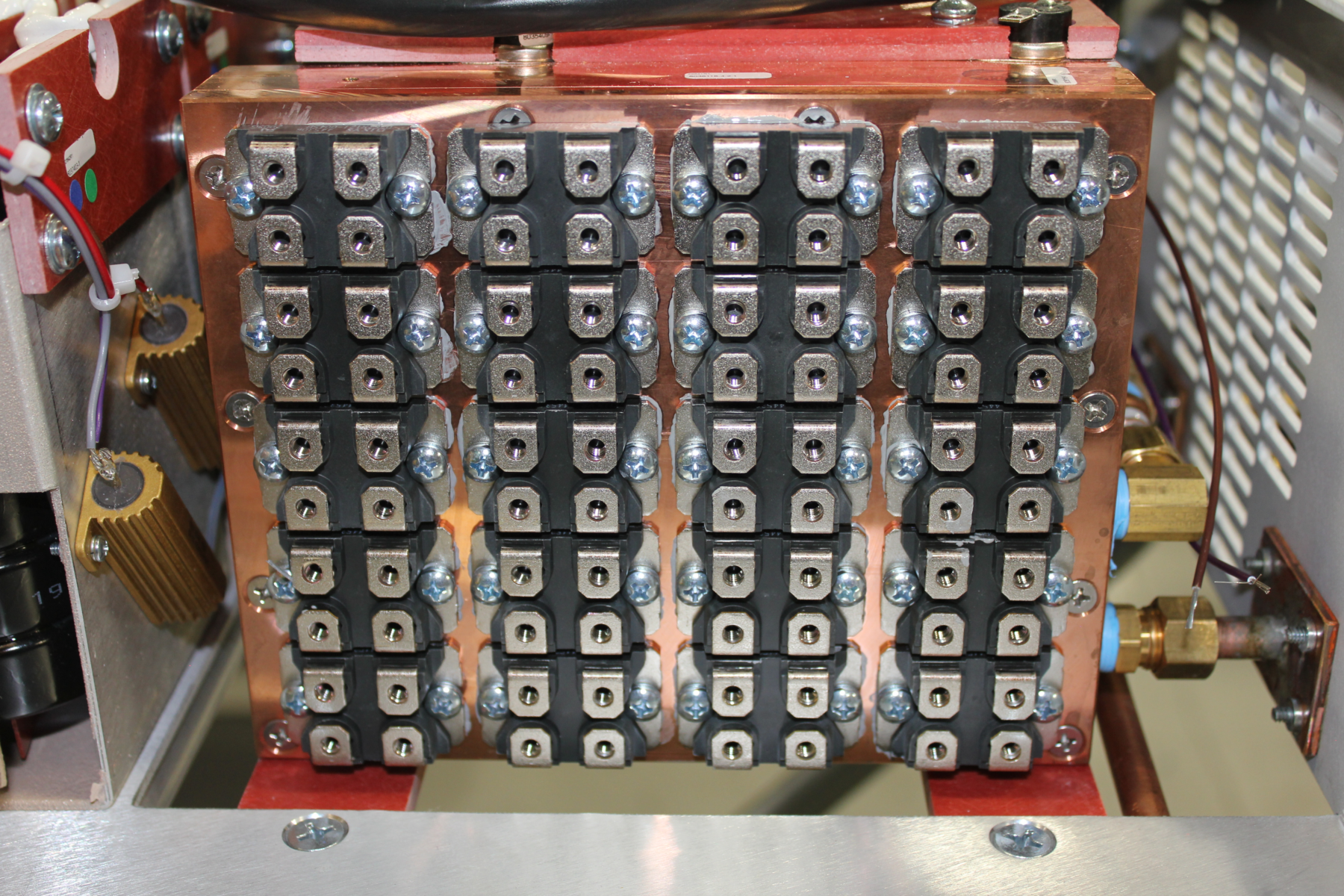
Come produttore con oltre 375.000 configurazioni di prodotto disponibili, Magna-Power produce un'ampia gamma di assemblaggi di elettronica di potenza, che necessitano di pasta termica per il raffreddamento dei semiconduttori di potenza.
L'applicazione superficiale della pasta termica è fondamentale per il riempimento degli spazi d'aria. Quando si stabiliscono i metodi, ci sono diversi fattori fisici da considerare, tra cui: viscosità della pasta, requisiti di dissipazione del calore, rugosità superficiale, tipo di package del semiconduttore, ecc. Anche la praticità produttiva dovrebbe essere presa in considerazione, ad esempio selezionando tecniche automatizzate per la produzione in serie, o metodi manuali per adattarsi a cambi rapidi di configurazione.

L'articolo si concentra sui metodi di applicazione superficiale della pasta termica specifici per l'elettronica di potenza, che presenta requisiti estremi di dissipazione della potenza che richiedono prestazioni termiche costanti. Questi metodi riflettono la leadership e l'esperienza di Magna-Power nella progettazione e produzione di elettronica di potenza. I metodi di applicazione della pasta termica possono variare rispetto a quelli descritti in questo articolo, a seconda dei requisiti di progettazione e produzione degli ingegneri.
Metodi di applicazione
L'applicazione della pasta termica varia in base alla fase di produzione in cui viene applicata la pasta, al tipo e alle dimensioni del dissipatore e al package del semiconduttore (TO-220, TO-247, SOT-227B, DO-5, ecc.).
Il volume raccomandato di applicazione della pasta termica è determinato dalle dimensioni dell'interfaccia e dai metodi di assemblaggio. Quando riempita con pasta termica, la distanza tra la sorgente di calore e il dissipatore è chiamata spessore della linea di incollaggio, che idealmente è inferiore a 25 µm. Tuttavia, in base ai requisiti di produzione e applicazione, lo spessore della linea di incollaggio può arrivare fino a 100 µm.
Lo spessore obiettivo della linea di incollaggio può essere ottenuto utilizzando diversi metodi di applicazione della pasta termica, tra cui la stesura con spatola (nota anche come cazzuola o pettine), l'erogazione pneumatica, l'erogazione a spostamento positivo, la stencilatura e la deposizione a rullo. Diversi metodi di applicazione della pasta termica sono discussi e valutati comparativamente in base a:
- Automazione: il livello di dipendenza dal processo manuale rispetto ai macchinari, correlato alla quantità di manodopera coinvolta e alla ripetibilità
- Precisione del volume: il livello di controllo sulla quantità di pasta applicata
- Precisione del posizionamento: la precisione con cui la pasta viene posizionata sulla superficie
- Costo di configurazione: quanto è costosa l'attrezzatura necessaria
Erogazione
Modelli di erogazione
L'erogazione diretta è l'atto di depositare la pasta termica su un'interfaccia termica senza stesura. È tipicamente manuale nella produzione a basso volume e alta varietà e automatizzata nella produzione ad alto volume e bassa varietà. L'erogazione manuale ha scarsa precisione e accuratezza di posizionamento.
Un modello di erogazione comune è colloquialmente noto come "Hershey Kiss" per il suo aspetto. Un singolo punto per piccoli dispositivi con un'impronta massima di 20 x 20 mm è più semplice, più rapido da applicare e raggiunge quasi la stessa copertura dopo l'applicazione della pressione rispetto a modelli più elaborati. Quando un dispositivo con il modello a punto singolo applicato viene compresso, la pasta si distribuisce uniformemente, riempiendo gli spazi d'aria tra il dispositivo e il dissipatore. Questo modello funziona bene con aree superficiali quadrate. Se l'area è rettangolare, si raccomanda una singola linea di pasta termica per una copertura migliorata.


Volume di erogazione
È fondamentale che lo spessore dello strato adesivo sia uniforme sull'intera superficie del dispositivo. I seguenti fattori sono necessari per ottenere uno spessore uniforme dello strato adesivo: erogazione a volume misurato, applicazione con pattern specifico e coppia di serraggio misurata per il fissaggio del dispositivo. È necessaria una pressione di serraggio uniforme lungo l'intero involucro metallico del semiconduttore per distribuire uniformemente la pasta.
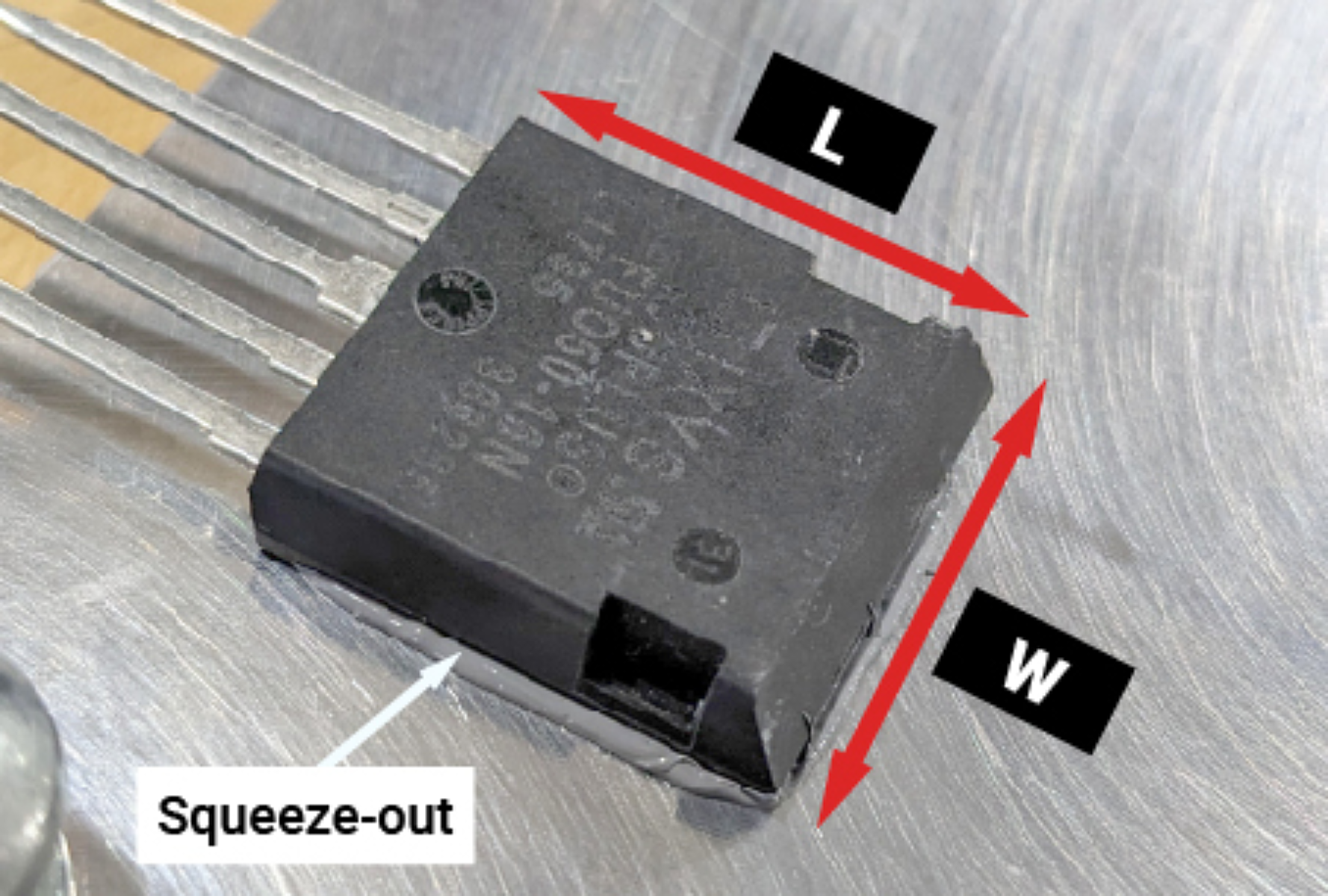
Il volume specifico di applicazione della pasta termica può essere stimato mediante un semplice calcolo. Questo calcolo deve considerare l'impronta del dispositivo e lo spessore target dello strato adesivo, tenendo conto della fuoriuscita della pasta termica lungo tutti e quattro i lati del dispositivo dopo l'installazione. La fuoriuscita fornisce un meccanismo per ispezionare visivamente la copertura della pasta. Un dispositivo montato supera l'ispezione quando la pasta termica è visibile (ma non eccessiva) lungo tutti e quattro i lati, come mostrato nella Figura 8. Lo stesso metodo di ispezione visiva può essere applicato ai design degli stencil (discussi più avanti in questo documento) ingrandendo le aperture e/o lo spessore dello stencil. I processi di stampa a stencil producono intrinsecamente volume e posizionamento uniformi. L'ispezione visiva della superficie stampata prima dell'assemblaggio è sufficiente.
Il volume di riferimento della pasta termica può essere stabilito mediante un semplice calcolo della superficie del dispositivo di potenza, moltiplicata per lo spessore massimo dello strato adesivo, ad es. 25 µm (Equazione 1). La fuoriuscita tipica è di 1-2 mm attorno al perimetro del package, il che può aumentare il TIM richiesto di quasi dieci volte, come mostrato nella Tabella 1. Per stimare il volume di fuoriuscita, si applica un modello cilindrico semplificato (Equazione 2). Il perimetro totale del dispositivo viene moltiplicato per un'area della sezione circolare di 1 mm di diametro. Questo valore deve essere aggiunto al volume totale richiesto in µL.
Dove `L` è la lunghezza del dispositivo, `W` è la larghezza del dispositivo, `t` è lo spessore dello strato adesivo e `d` è il diametro della fuoriuscita.
| Device Package | TO-220 | TO-247 | i4-Pac | SOT-227B | RH-50 | 7-MTPB | TO-244 |
| Case (LxW) [mm] | 10.16×15.1 | 15.97×20.81 | 19.87×20.65 | 24.98×38.11 | 16.2×49.8 | 31.76×63.41 | 19.03×92.44 |
| Interface volume @ raw bond-line thickness [µL] | 3.8 | 8.3 | 10.3 | 23.8 | 20.2 | 50.3 | 44 |
| Squeeze-out volume at 1 mm OD [µL] | 39.7 | 57.7 | 63.6 | 99.1 | 103.6 | 149.4 | 175 |
| Total Thermal Paste Volume [µL] | 43.5 | 66.1 | 73.9 | 122.9 | 123.8 | 199.8 | 219 |
Attrezzatura di erogazione
La forma più elementare di erogazione è un utensile manuale con cilindro e pistone, ovvero siringa e applicatore a cartuccia. I dispenser più avanzati sono motorizzati, automatizzati e dotati di controllo volumetrico. L'erogazione richiede una pasta che si fluidifichi sotto sforzo di taglio per facilitare la distribuzione. La pasta deve inoltre avere un basso indice tissotropico per garantire la precisione di erogazione, in particolare quando si dosano piccoli volumi. Un indice tissotropico elevato può presentare difficoltà nell'erogazione della pasta con precisione e ripetibilità.
I sistemi pneumatici hanno una programmazione limitata con pressione e tempo di permanenza come parametri di ingresso. I parametri correlano solo con il volume effettivo erogato dalla siringa e pertanto hanno scarsa precisione e riproducibilità. I sistemi pneumatici sono soggetti a perdita di accuratezza volumetrica man mano che la cartuccia si svuota. L'effetto netto di questo fenomeno è che la quantità erogata tende a diminuire con l'esaurimento della cartuccia.
Il volume erogato manualmente dagli applicatori a cartuccia non è finemente controllato, ma il costo di configurazione è basso. Questo tipo di dispenser è più adatto in combinazione con la deposizione a stencil.
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | N/A | Fair | Fair | Very Low |
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Great | Fair | Fair | Low |
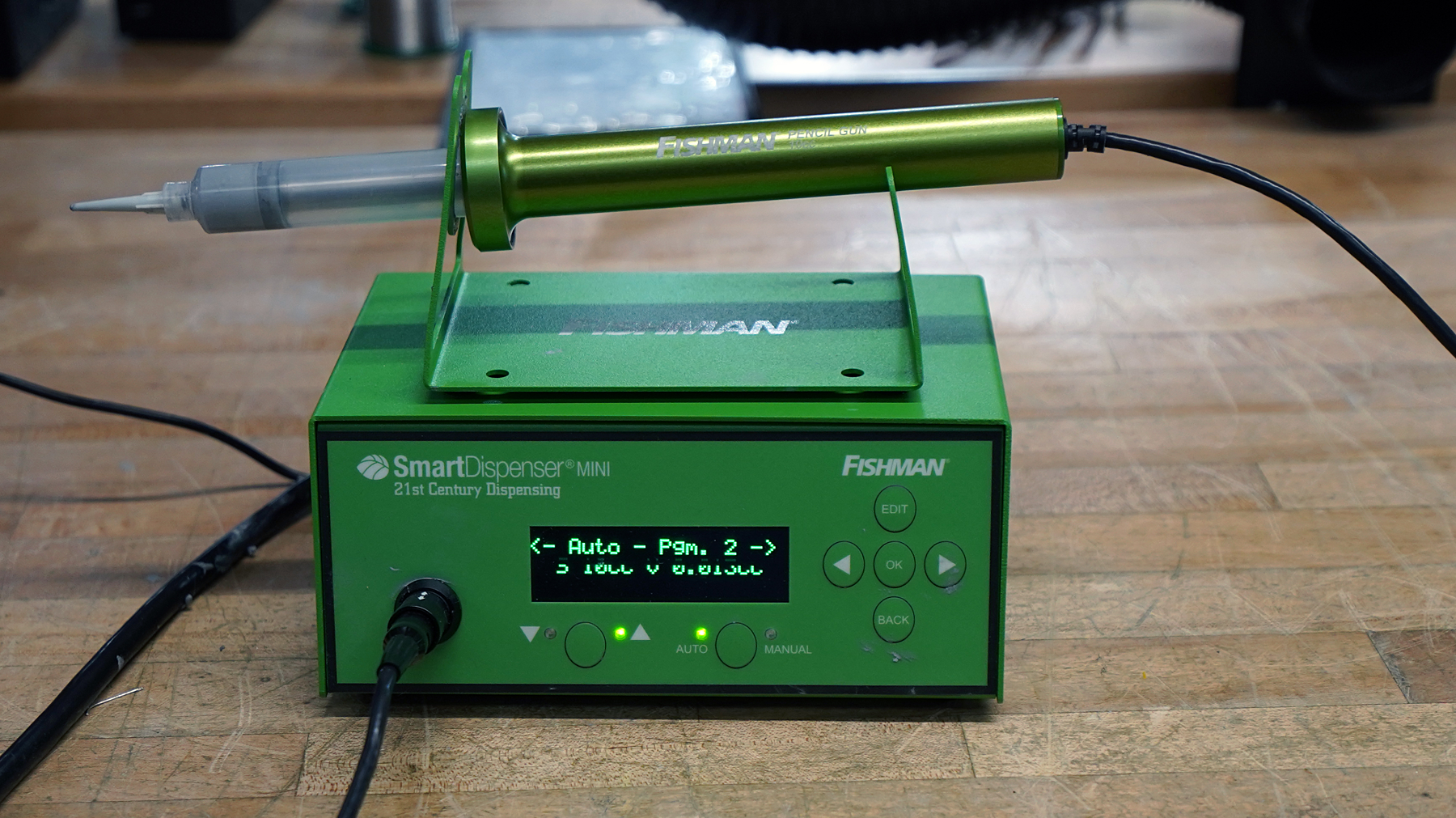
I sistemi a spostamento positivo possono essere programmati per garantire una precisione volumetrica ripetibile, rappresentando un miglioramento rispetto ai sistemi pneumatici. La quantità corretta di pasta termica applicata è garantita per lunghi cicli di produzione con questi sistemi.

| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Great | Great | Fair | Low |
Stesura con spatola
Le spatole sono frequentemente utilizzate nella produzione a basso volume. Con questo metodo, la pasta termica viene prima depositata sul dispositivo o sul dissipatore di calore. Successivamente, una spatola manuale viene utilizzata per stendere uniformemente la pasta termica sulla superficie. Spesso sono necessarie alcune passate per depositare linee di TIM distribuite uniformemente. Questo metodo è un'operazione manuale, soggetta a errore umano, e richiede quantità maggiori di TIM per garantire una copertura completa, con conseguente maggiore fuoriuscita. Nonostante i suoi limiti, la stesura con spatola è comune nella produzione commerciale grazie al basso costo di configurazione e ai requisiti minimi in termini di attrezzature.


| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Poor | Fair | Fair | Very Low |
Stesura manuale con spatola a bordo seghettato
Con la stessa configurazione e variando l'angolo di attacco della spatola, sia la fedeltà che la massa del deposito vengono influenzate.
La stesura manuale introduce variabilità nell'angolo della spatola, nella lunghezza della passata, nel percorso della passata e nella pressione, riducendo la ripetibilità con variazioni da operatore a operatore. La Fig. 11 mostra diverse masse di pasta per la stessa area e diversi angoli della spatola (specificati in gradi rispetto alla superficie di applicazione). La spatola a bordo seghettato mostrata nella Fig. 10 è utilizzata nella produzione Magna-Power ed è disponibile pubblicamente per il download da pitelpaste.com come file stampabili in 3D.


Deposizione tramite stencil
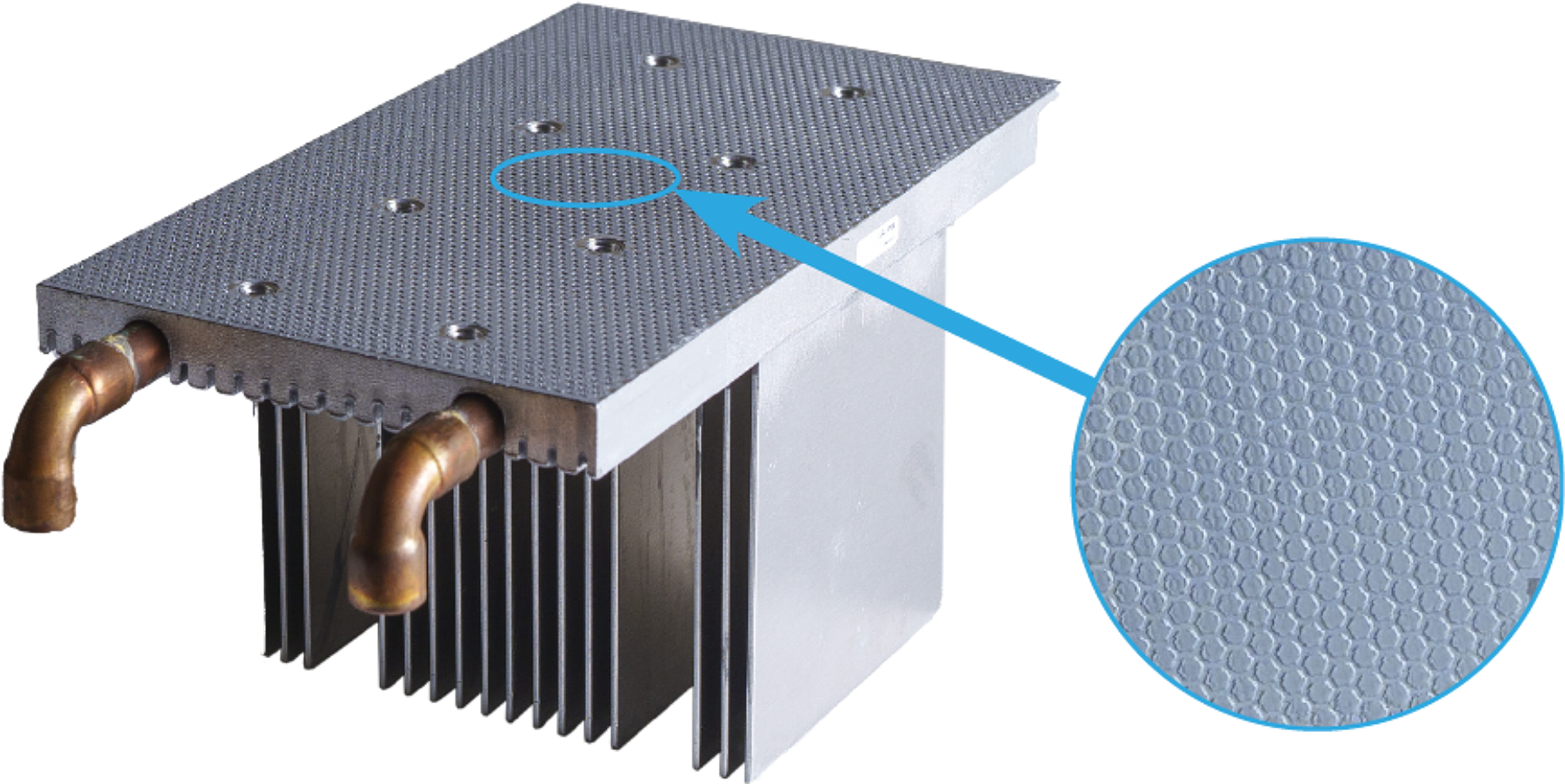
Gli stencil incisi chimicamente (e successivamente tagliati al laser) sono utilizzati nella produzione elettronica dai primi anni '80. Gli stencil sono stati implementati principalmente per depositare in modo rapido e affidabile la pasta saldante su circuiti stampati. La stessa tecnologia può essere utilizzata anche per la pasta termica, pre-applicando la pasta su dissipatori di calore e moduli di potenza.
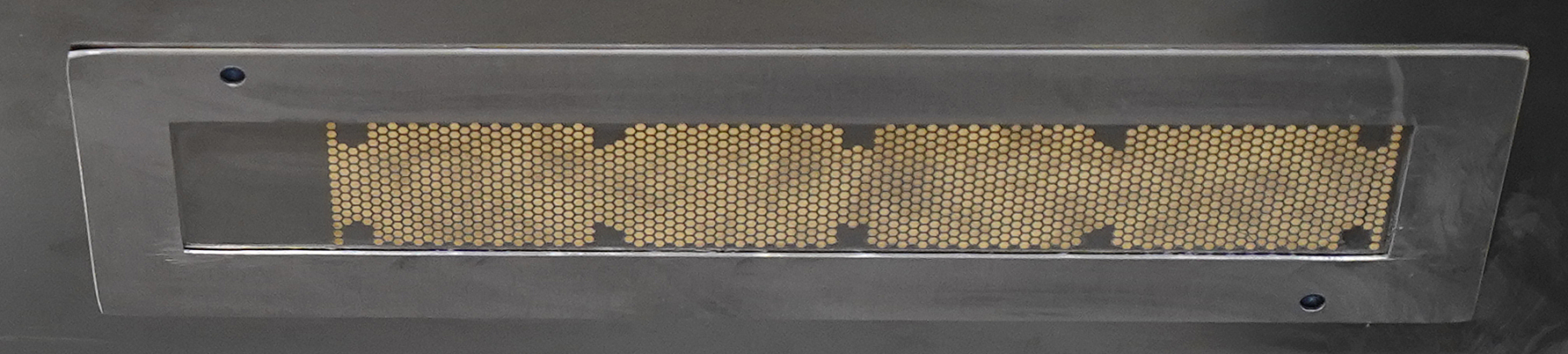
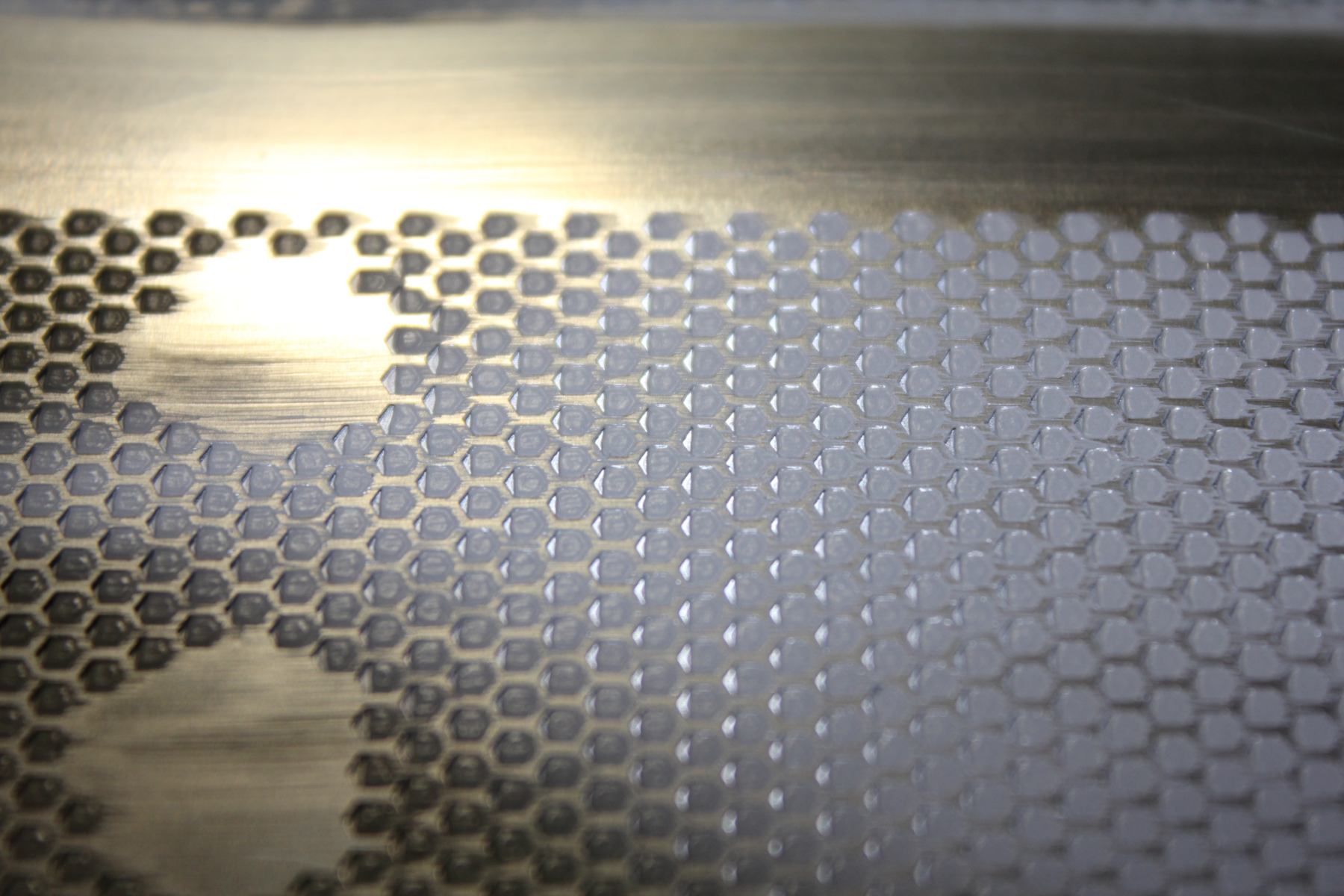
Gli stencil vengono tagliati da un foglio di acciaio inossidabile il cui spessore varia tipicamente da 0,075 mm a 0,15 mm. Per la tecnologia a montaggio superficiale, gli stencil per pasta saldante sono ampiamente conosciuti e facilmente reperibili presso diversi produttori di stencil. Adattare questa stessa tecnologia alla stampa con stencil per TIM è una transizione semplice che consente geometrie di deposizione illimitate. In Magna-Power è stata selezionata un'apertura esagonale ripetitiva per controllare la copertura e il volume della pasta.
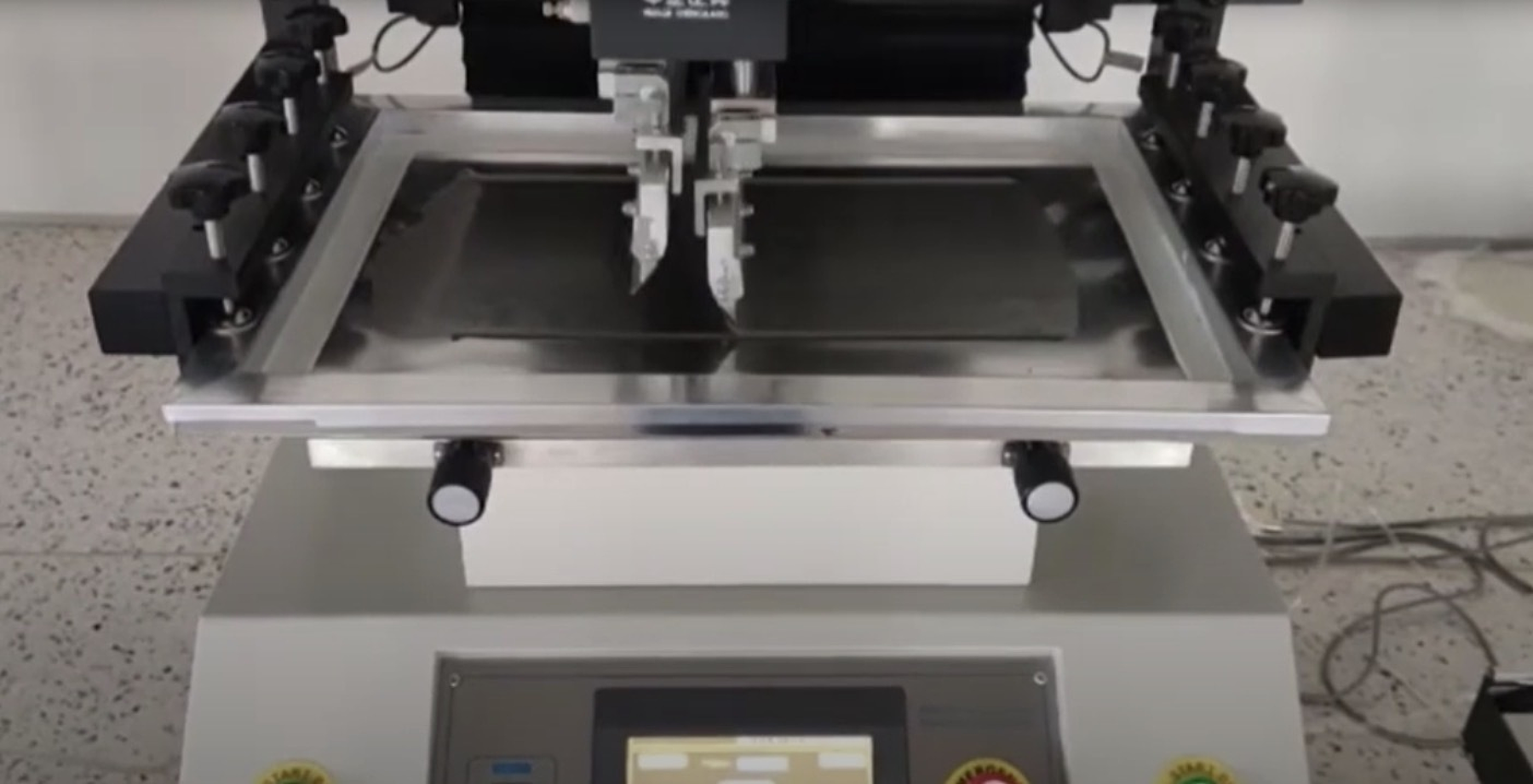
Con gli assemblaggi di elettronica di potenza, i dissipatori di calore possono essere lunghi, alti e di forma irregolare, dove le stampanti per stencil tradizionali (destinate alla pasta saldante) non sono adatte. I numerosi design di dissipatori di Magna-Power coprono ampi intervalli di posizioni x-y e altezza z. Per ottenere il posizionamento x-y, una piastra di contorno personalizzata (Fig. 12) è stata fissata sotto lo stencil. Il contorno protegge il foglio dello stencil da 0,127 mm dal "coining", ovvero il danno causato da una forza eccessiva della racla. La variazione di altezza del dissipatore viene gestita regolando l'altezza del telaio con viti di regolazione o aggiungendo distanziali alla base della stampante.
I sistemi commerciali di stampa della pasta spaziano da sistemi manuali di base, composti da uno stencil montato su telaio con meccanismo di sollevamento a conchiglia, a sistemi semiautomatici, dotati di racla integrata con velocità di passata, pressione e velocità di separazione dello stencil programmabili.
Riempimento delle aperture e processo di deposizione della pasta
Per la stampa di pasta termica tramite stencil a foglio, ci sono quattro fattori che garantiscono un riempimento costante delle aperture e la fedeltà del pattern di deposizione (come mostrato nella Figura 14):
- Angolo di attacco (AoA) della racla
- Velocità di passata della racla
- Pressione verso il basso della racla
- Separazione dello stencil

La combinazione dell'angolo di attacco della racla, della pressione e della velocità di corsa consente alla pasta termica di rotolare davanti alla lama, garantendo un riempimento ripetibile e completo delle aperture.

Quando uno stencil viene sollevato dalla superficie di stampa, la pasta può aderire ai lati dell'apertura, deformando il pattern di deposizione, come mostrato nella Fig. 16. La separazione controllata dello stencil può mitigare il problema imponendo una velocità di sollevamento lenta e costante. La bassa velocità consente alla pasta più tempo per separarsi dalle pareti laterali dello stencil e riduce la deformazione del foglio, migliorando la fedeltà del pattern e rendendo il volume costante. La velocità programmabile rende il processo di stampa ripetibile e regolabile.
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Good | Good | Great | Low |
Deposizione e stesura con rullo
I rulli sono una soluzione di applicazione superficiale rapida, economica, semplice e facile da usare. La pasta viene alimentata nel rullo tramite un flacone a pressione collegato all'impugnatura. I rulli sono in grado di coprire rapidamente ampie superfici come dissipatori di calore e moduli di potenza di grandi dimensioni. I rulli in schiuma sono morbidi, assorbono facilmente la pasta e si adattano a superfici irregolari. Il rullo non è un metodo preciso. Il volume della pasta è approssimativamente correlato alla densità della schiuma (pori per pollice) e l'assorbimento dipende dalla viscosità della pasta. Un calibro per spessore di film umido può essere utilizzato per verificare lo spessore dello strato quando si sperimentano combinazioni pasta/rullo.

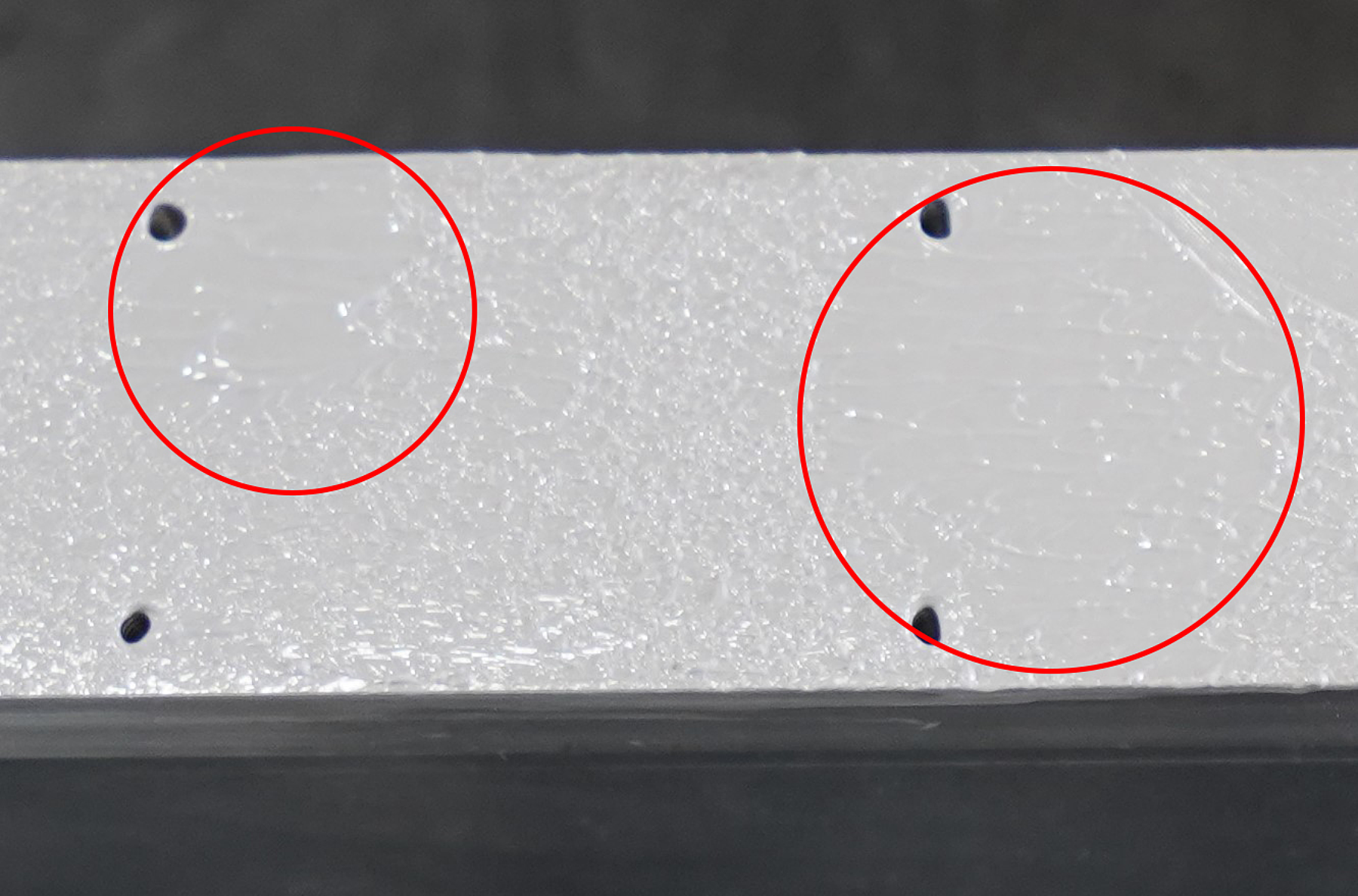
Nonostante il basso costo e la facilità d'uso, i rulli depositano la pasta in modo non uniforme e con scarsa precisione volumetrica, come mostrato nella Fig. 17. La stesura con rullo è più adatta con paste termiche a bassa viscosità. Le paste a bassa viscosità contengono tipicamente meno riempitivo, il che riduce la conduttanza termica (peggiorando le prestazioni).
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Poor | Poor | Poor | Very Low |
Conclusione
Ogni metodo di applicazione della pasta termica presenta vantaggi e svantaggi. Ad esempio, mentre il costo di configurazione per il metodo con rullo è relativamente basso, non è automatizzato e ha scarsa precisione di volume e posizionamento. Per selezionare il metodo più adatto a una determinata applicazione, è necessario considerare diversi fattori, tra cui: caratteristiche della pasta termica, requisiti di precisione di volume e posizionamento e costo di configurazione. Quando si inizia a integrare la pasta termica nella produzione, metodi semplici come la stesura con spatola, l'erogazione manuale e i metodi con rullo offrono un basso costo di ingresso. I processi produttivi che coinvolgono dissipatori di calore con ampie superfici trarranno vantaggio dall'implementazione di stencil, che offrono un compromesso tra automazione, costo di configurazione e precisione di volume e posizionamento. Per produzioni ad alto volume e altamente automatizzate, l'erogazione a spostamento positivo o pneumatica offre ulteriori vantaggi.
Per quasi un decennio, Magna-Power ha perfezionato e applicato con successo Pitel Paste per applicazioni di elettronica di potenza molto esigenti. Le tecniche di applicazione della pasta termica ricercate e implementate da Magna-Power possono essere utilizzate da ingegneri di progettazione e produzione come riferimento per ottenere un trasferimento termico costante e ad alte prestazioni nei loro assemblaggi.
| Application Method | Automation | Volume Precision | Placement Precision | Setup Cost |
| Manual Dispensing | N/A | Fair | Fair | Very Low |
| Pneumatic Dispensing | Great | Fair | Fair | Low |
| Positive Displacement Dispensing | Great | Great | Fair | Low |
| Spatula | Poor | Fair | Fair | Very Low |
| Stencil | Good | Good | Great | Low |
| Roller | Poor | Poor | Poor | Very Low |