




Application de pâte thermique en surface dans la fabrication d'électronique de puissance
Un aperçu des différentes méthodes d'application de pâte thermique en surface, spécifiques aux fabricants d'électronique de puissance, qui ont des exigences extrêmes de dissipation thermique nécessitant des performances thermiques constantes.
Aperçu
Les conceptions d'électronique de puissance fiables et compactes doivent prendre en compte le transfert thermique. Les pertes de puissance dues à la commutation et à la conduction des semi-conducteurs doivent être extraites et transférées vers des dissipateurs thermiques, souvent construits en cuivre ou en aluminium pour leurs conductivités thermiques élevées. Des surfaces d'accouplement de semi-conducteurs et de dissipateurs mal préparées peuvent limiter l'efficacité de ce transfert de chaleur. L'usinage de surfaces lisses et le remplissage des espaces d'air entre les surfaces sont deux techniques simples qui réduisent de manière constante la résistance thermique dans les environnements de production.

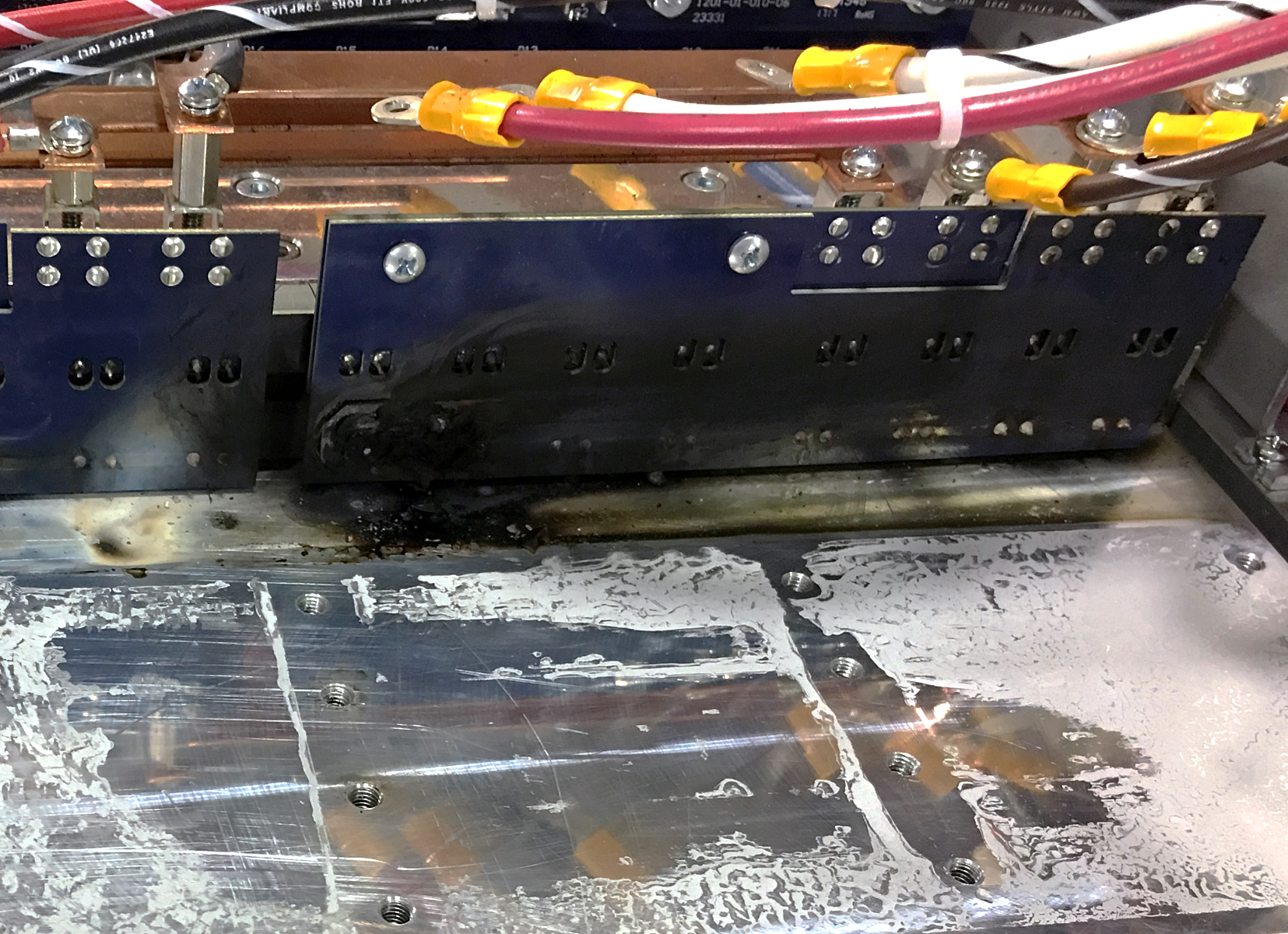
Sans remplissage des espaces, l'air comblera les vides, ce qui limitera le transfert d'énergie thermique en tant que mauvais conducteur thermique (0,026 W/mK). L'interface métal contre métal et un remplissage des espaces mal contrôlé peuvent entraîner des résistances thermiques élevées et imprévisibles, susceptibles de provoquer une surchauffe et d'endommager les composants. Associée à des capteurs thermiques mal positionnés ou à l'absence de protection thermique, une mauvaise dissipation de la chaleur peut même provoquer des incendies.
Le matériau d'interface thermique (TIM) remplace l'air par un matériau thermiquement conducteur. Disponible dans de nombreuses substances avec des plages améliorées de conductivités thermiques de 0,6 à 6 W/mK, le TIM est recommandé pour une dissipation thermique durable, reproductible et efficace.

En 2014, Magna-Power a commencé à formuler son propre composé thermique et ses procédures d'application en surface pour une utilisation dans des alimentations à haute densité de puissance de 10 kW. Les deux sont devenus particulièrement essentiels lorsque Magna-Power a commencé à développer des charges électroniques, une application exigeante avec 100 % de dissipation de puissance. La pâte thermique de Magna-Power, Pitel Paste, offre un équilibre entre facilité d'application, coût et résistivité thermique. Pitel Paste peut également être produite en grandes quantités pour la large gamme de produits d'alimentation DC programmables de Magna-Power. Régulièrement utilisée dans des assemblages de puissance de 2000 V, Pitel Paste est mise en œuvre avec succès grâce à une production de pâte rigoureusement contrôlée et une application en surface sans coulure.
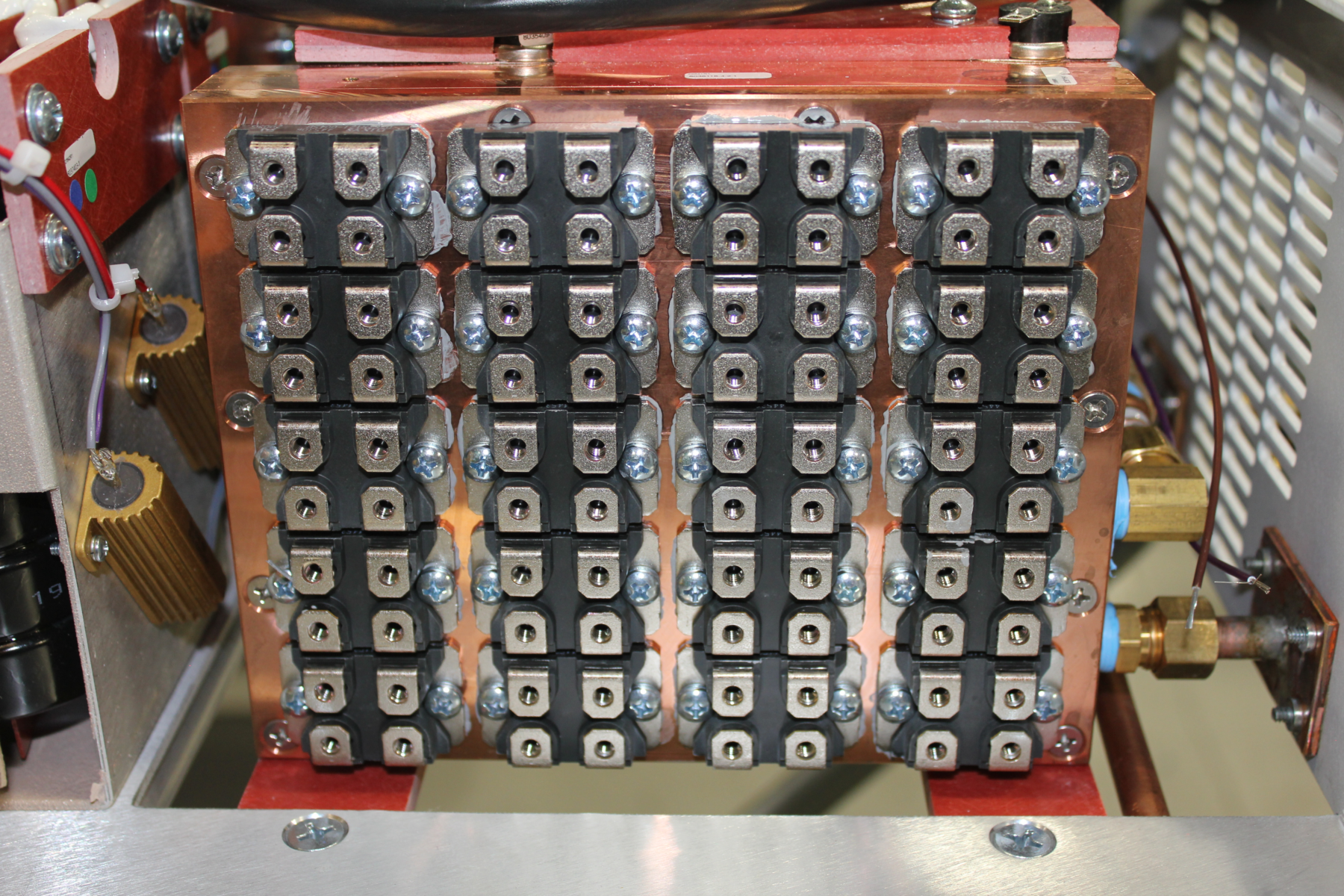
En tant que fabricant proposant plus de 375 000 configurations de produits disponibles, Magna-Power produit une large gamme d'assemblages d'électronique de puissance nécessitant de la pâte thermique pour le refroidissement des semi-conducteurs de puissance.
L'application de pâte thermique en surface est essentielle pour combler les espaces d'air. Lors de l'établissement des méthodes, plusieurs facteurs physiques doivent être pris en compte, notamment : la viscosité de la pâte, les exigences de dissipation thermique, la rugosité de surface, le type de boîtier de semi-conducteur, etc. La praticité de fabrication doit également être considérée, par exemple en sélectionnant des techniques automatisées pour la production en série, ou des méthodes manuelles pour permettre un changement rapide de configuration.

Cet article se concentre sur les méthodes d'application de pâte thermique en surface spécifiques à l'électronique de puissance, qui présente des exigences extrêmes de dissipation thermique nécessitant des performances thermiques constantes. Ces méthodes reflètent le leadership et l'expérience de Magna-Power dans la conception et la production d'électronique de puissance. Les méthodes d'application de pâte thermique peuvent varier par rapport à celles décrites dans cet article, en fonction des exigences de conception et de production des ingénieurs.
Méthodes d'application
L'application de pâte thermique varie selon l'étape de production à laquelle la pâte est appliquée, le type et la taille du dissipateur thermique, et le boîtier du semi-conducteur (TO-220, TO-247, SOT-227B, DO-5, etc.).
Le volume recommandé d'application de pâte thermique est déterminé par les dimensions de l'interface et les méthodes d'assemblage. Lorsqu'il est rempli de pâte thermique, l'espace entre la source de chaleur et le dissipateur thermique est appelé épaisseur de la ligne de joint, qui est idéalement inférieure à 25 µm. Cependant, en fonction des exigences de fabrication et d'application, l'épaisseur de la ligne de joint peut atteindre 100 µm.
L'épaisseur cible de la ligne de joint peut être obtenue en utilisant différentes méthodes d'application de pâte thermique, notamment l'étalement à la spatule (également appelé truelle ou peigne), la distribution pneumatique, la distribution à déplacement positif, le pochoir et le dépôt au rouleau. Plusieurs méthodes d'application de pâte thermique sont présentées et évaluées de manière relative selon :
- Automatisation : le niveau de dépendance au processus manuel par rapport aux machines, en corrélation avec la quantité de main-d'œuvre impliquée et la reproductibilité
- Précision du volume : le niveau de contrôle sur la quantité de pâte appliquée
- Précision du placement : la précision avec laquelle la pâte est positionnée sur la surface
- Coût d'installation : le coût de l'équipement requis
Distribution
Motifs de distribution
La distribution directe consiste à déposer de la pâte thermique sur une interface thermique sans étalement. Elle est généralement manuelle dans la fabrication à faible volume et forte diversité, et automatisée dans la fabrication à fort volume et faible diversité. La distribution manuelle présente une faible précision de placement et d'exactitude.
Un motif de distribution courant est familièrement appelé le "Hershey Kiss" en raison de son apparence. Un seul point pour les petits dispositifs ayant une empreinte maximale de 20 x 20 mm est plus simple, plus rapide à appliquer et permet une couverture presque identique après application de la pression par rapport à des motifs plus complexes. Lorsqu'un dispositif avec le motif à point unique appliqué est compressé, la pâte s'étale uniformément, comblant les espaces d'air entre le dispositif et le dissipateur thermique. Ce motif fonctionne bien avec des surfaces carrées. Si la surface est rectangulaire, une seule ligne de pâte thermique est recommandée pour une meilleure couverture.


Volume de distribution
Il est essentiel que l'épaisseur du joint soit uniforme sur toute la surface du composant. Les facteurs suivants sont nécessaires pour obtenir une épaisseur de joint constante : distribution de volume mesuré, application selon un motif spécifique et couple de serrage mesuré pour le bridage du composant. Une pression de serrage uniforme est nécessaire sur toute la longueur du boîtier métallique du semi-conducteur afin de répartir la pâte de manière homogène.
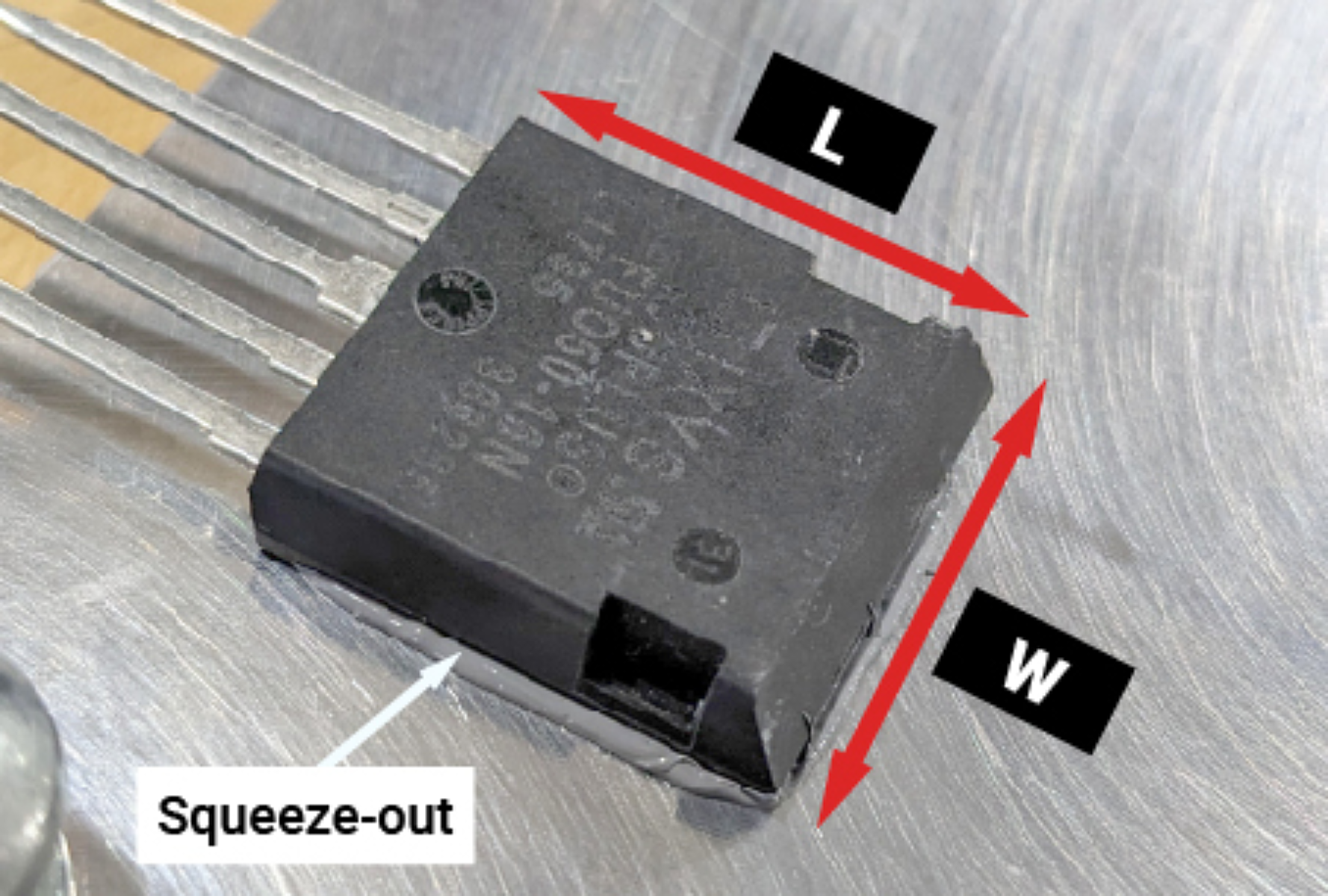
Le volume spécifique d'application de pâte thermique peut être estimé à l'aide d'un calcul simple. Ce calcul doit tenir compte de l'empreinte du composant et de l'épaisseur cible du joint, en intégrant le débordement de pâte thermique le long des quatre côtés du composant après son installation. Le débordement fournit un mécanisme d'inspection visuelle de la couverture de pâte. Un composant monté est conforme lorsque la pâte thermique est visible (mais pas excessive) le long des quatre côtés, comme illustré à la Figure 8. La même méthode d'inspection visuelle peut être appliquée aux conceptions de pochoirs (abordées plus loin dans cet article) en agrandissant les ouvertures et/ou l'épaisseur du pochoir. Les procédés d'impression par pochoir produisent intrinsèquement un volume et un placement constants. L'inspection visuelle de la surface pochoir avant assemblage est suffisante.
Le volume de référence de pâte thermique peut être établi à l'aide d'un calcul simple de la surface du composant de puissance, multiplié par l'épaisseur maximale du joint, par ex. 25 µm (Équation 1). Le débordement typique est de 1-2 mm autour du périmètre du boîtier, ce qui peut augmenter la quantité de TIM requise de près de dix fois, comme indiqué dans le Tableau 1. Pour estimer le volume de débordement, un modèle cylindrique simplifié est appliqué (Équation 2). Le périmètre total du composant est multiplié par la section circulaire d'un diamètre de 1 mm. Ce résultat doit être ajouté au volume total requis en µL.
Où `L` est la longueur du composant, `W` est la largeur du composant, `t` est l'épaisseur du joint et `d` est le diamètre de débordement.
| Device Package | TO-220 | TO-247 | i4-Pac | SOT-227B | RH-50 | 7-MTPB | TO-244 |
| Case (LxW) [mm] | 10.16×15.1 | 15.97×20.81 | 19.87×20.65 | 24.98×38.11 | 16.2×49.8 | 31.76×63.41 | 19.03×92.44 |
| Interface volume @ raw bond-line thickness [µL] | 3.8 | 8.3 | 10.3 | 23.8 | 20.2 | 50.3 | 44 |
| Squeeze-out volume at 1 mm OD [µL] | 39.7 | 57.7 | 63.6 | 99.1 | 103.6 | 149.4 | 175 |
| Total Thermal Paste Volume [µL] | 43.5 | 66.1 | 73.9 | 122.9 | 123.8 | 199.8 | 219 |
Équipement de distribution
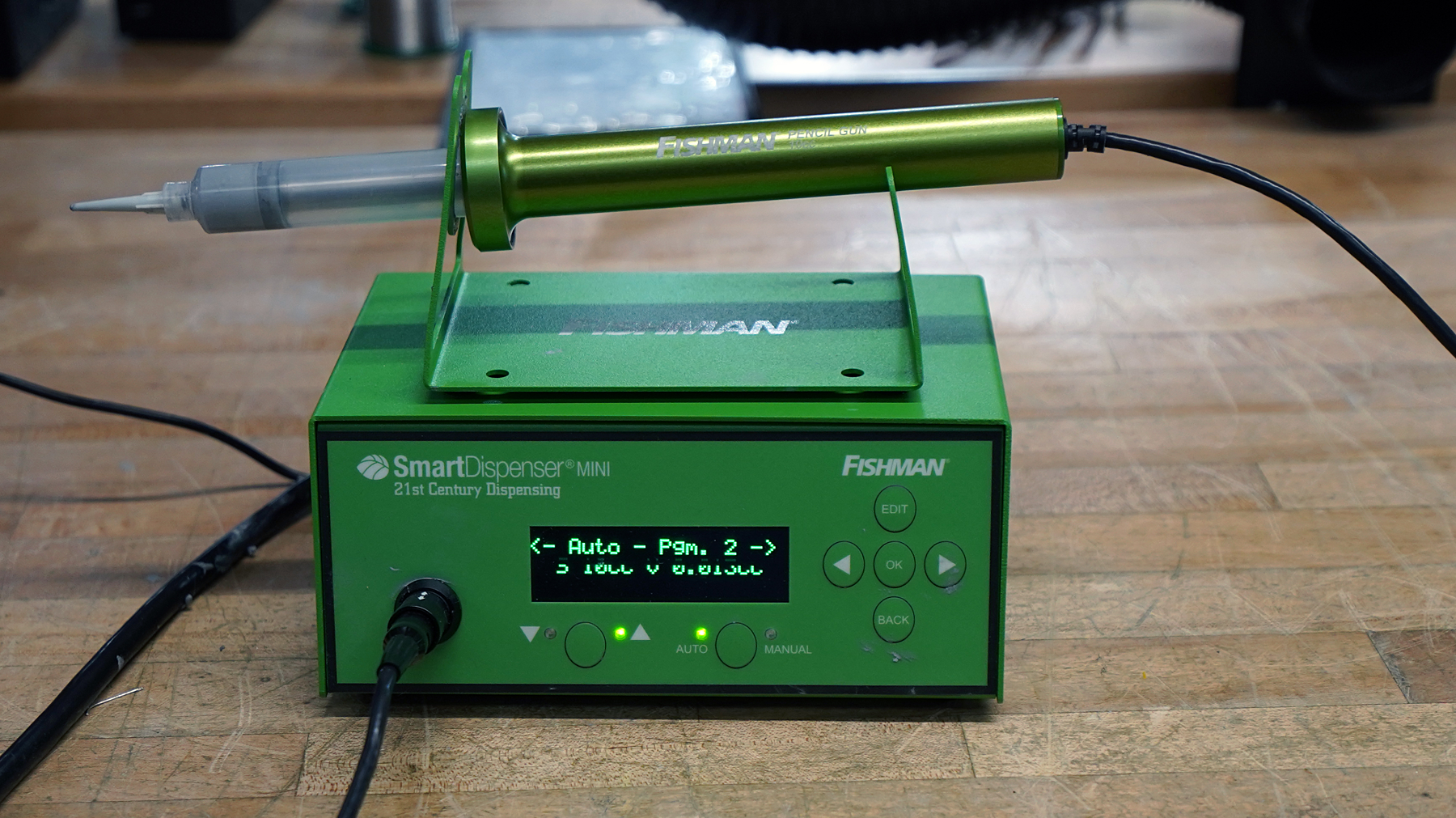
La forme la plus élémentaire de distribution est un outil manuel à cylindre et piston, c'est-à-dire une seringue et un applicateur à cartouche. Les distributeurs plus avancés sont motorisés, automatisés et disposent d'un contrôle volumétrique. La distribution nécessite une pâte rhéofluidifiante pour faciliter l'étalement. La pâte doit également avoir un indice thixotropique faible pour garantir la précision de la distribution, en particulier lors du dosage de petits volumes. Un indice thixotropique élevé peut présenter des difficultés pour distribuer la pâte avec précision et répétabilité.
Les systèmes pneumatiques ont une programmation limitée avec la pression et le temps de maintien comme paramètres d'entrée. Ces paramètres ne sont qu'en corrélation avec le volume réellement distribué à la sortie de la seringue, et présentent donc une précision et une reproductibilité médiocres. Les systèmes pneumatiques sont sujets à une perte de précision volumétrique à mesure que la cartouche se vide. L'effet net de ce phénomène est que la quantité distribuée est susceptible de diminuer à mesure que la cartouche s'épuise.
Le volume distribué manuellement à l'aide d'applicateurs à cartouche n'est pas finement contrôlé, mais le coût d'installation est faible. Ce type de distributeur est mieux adapté en combinaison avec un dépôt par pochoir.
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | N/A | Fair | Fair | Very Low |
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Great | Fair | Fair | Low |
Les systèmes à déplacement positif peuvent être programmés pour garantir une précision volumétrique reproductible, ce qui constitue une amélioration par rapport aux systèmes pneumatiques. La quantité correcte de pâte thermique appliquée est garantie pour les longues séries de production avec ces systèmes.

| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Great | Great | Fair | Low |
Étalement à la spatule
Les spatules sont fréquemment utilisées dans la fabrication en faible volume. Avec cette méthode, la pâte thermique est d'abord déposée sur le composant ou le dissipateur thermique. Ensuite, une spatule tenue à la main est utilisée pour étaler uniformément la pâte thermique sur la surface. Quelques passages sont souvent nécessaires pour déposer des lignes de MIT uniformément réparties. Cette méthode est une opération manuelle, sujette à l'erreur humaine, et nécessite des quantités de MIT plus importantes pour garantir une couverture complète, entraînant un débordement plus important. Malgré ses lacunes, l'application à la spatule est courante en production commerciale en raison de son faible coût d'installation et de ses exigences minimales en équipement.


| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Poor | Fair | Fair | Very Low |
Étalement manuel avec spatule à bord dentelé
Pour une même configuration, en modifiant l'angle d'attaque de la spatule, la fidélité et la masse du dépôt sont toutes deux affectées.
L'étalement manuel introduit des variabilités dans l'angle de la spatule, la longueur du passage, la trajectoire du passage et la pression, ce qui réduit la reproductibilité avec les variations d'un opérateur à l'autre. La Fig. 11 montre différentes masses de pâte pour la même surface et différents angles de spatule (spécifiés en degrés par rapport à la surface d'application). La spatule à bord dentelé illustrée en Fig. 10 est utilisée dans la production Magna-Power et est disponible en téléchargement public sur pitelpaste.com sous forme de fichiers imprimables en 3D.


Dépôt au pochoir
Les pochoirs gravés chimiquement (puis découpés au laser) sont utilisés dans la fabrication électronique depuis le début des années 1980. Les pochoirs ont été principalement mis en œuvre pour déposer rapidement et de manière fiable de la pâte à braser sur les circuits imprimés. Cette technologie peut également être utilisée pour la pâte thermique, en pré-appliquant la pâte sur les dissipateurs thermiques et les modules de puissance.
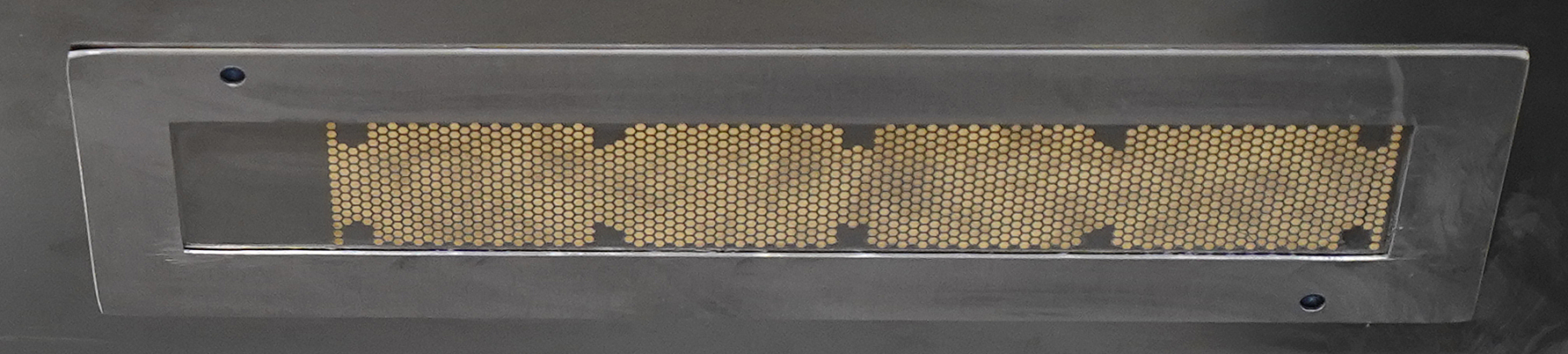
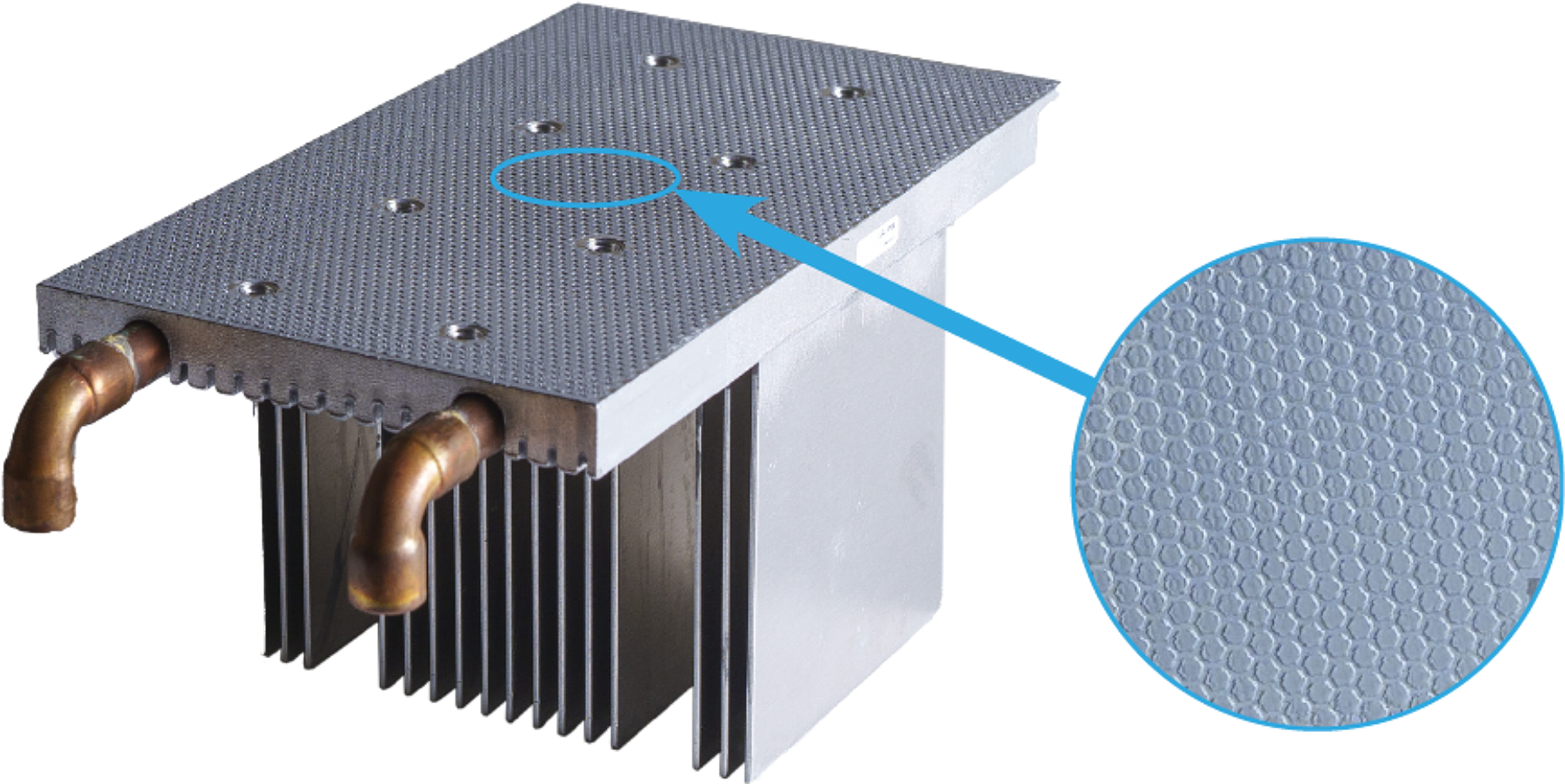
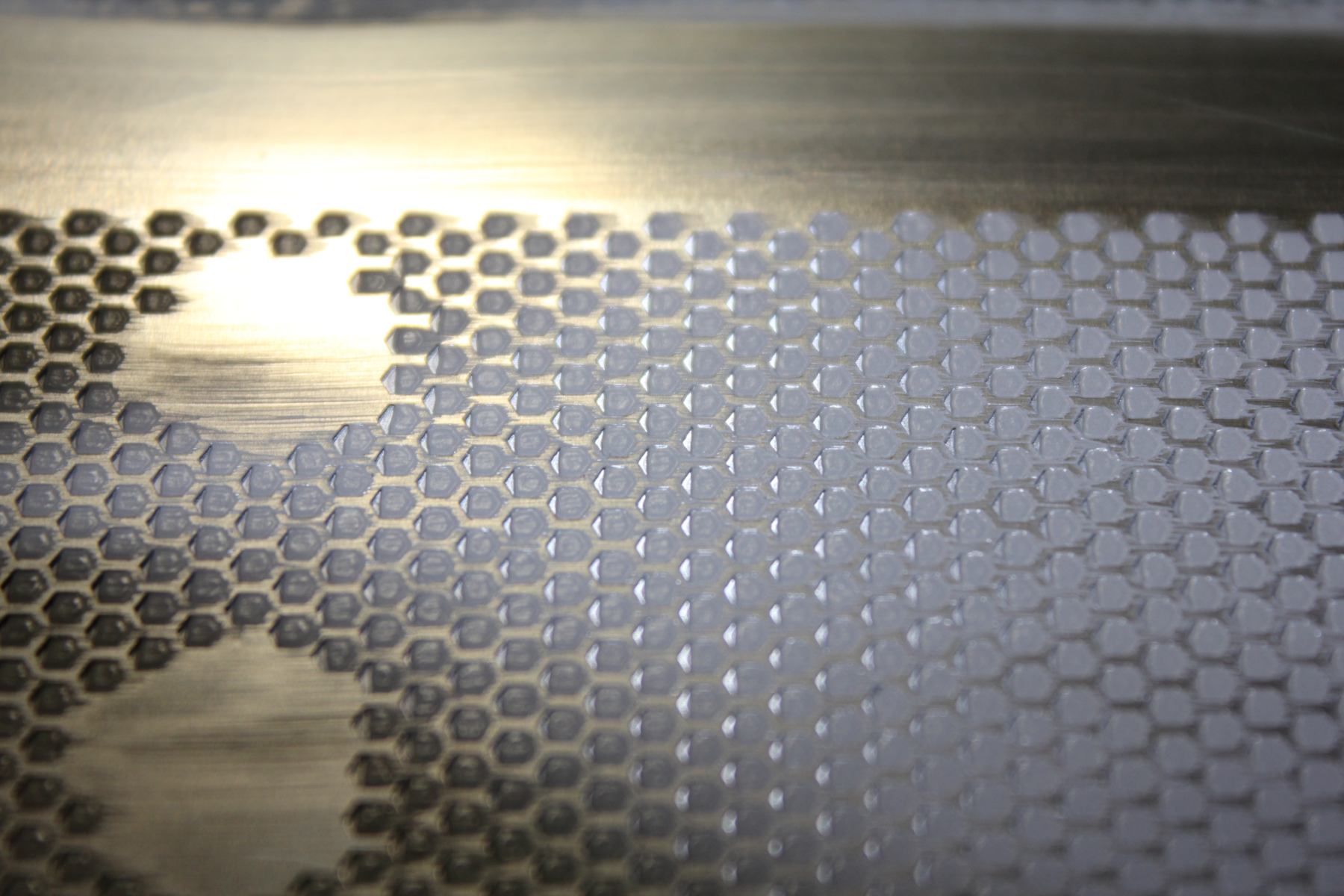
Les pochoirs sont découpés dans une feuille d'acier inoxydable dont l'épaisseur varie généralement de 0,075 mm à 0,15 mm. Pour la technologie de montage en surface, les pochoirs pour pâte à braser sont à la fois bien compris et facilement disponibles auprès de divers fabricants de pochoirs. L'adaptation de cette même technologie à l'impression par pochoir de MIT est une transition aisée qui permet des géométries de dépôt illimitées. Chez Magna-Power, une ouverture hexagonale répétitive a été sélectionnée pour contrôler la couverture et le volume de pâte.
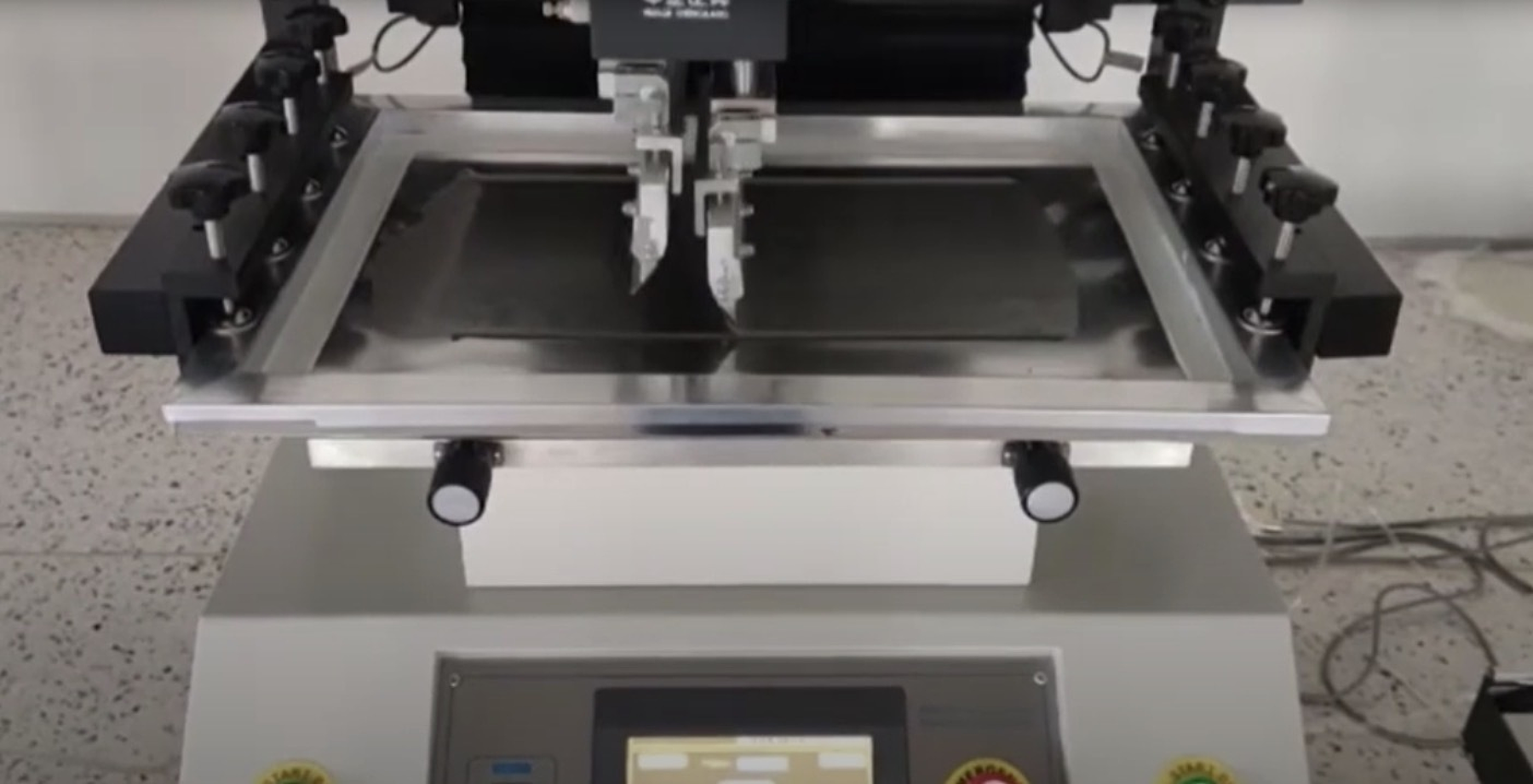
Pour les assemblages d'électronique de puissance, les dissipateurs thermiques peuvent être longs, hauts et de formes inhabituelles, où les imprimantes à pochoir traditionnelles (destinées à la pâte à braser) ne sont pas adaptées. Les nombreux modèles de dissipateurs thermiques de Magna-Power couvrent de larges plages de positions x-y et de hauteur z. Pour réaliser le positionnement x-y, une plaque de contour personnalisée (Fig. 12) a été fixée sous le pochoir. Le contour protège la feuille de pochoir de 0,127 mm d'épaisseur contre le « marquage », qui est un dommage causé par une force excessive de la racle. La variation de hauteur des dissipateurs est gérée en ajustant la hauteur du cadre avec des vis de réglage ou en ajoutant des cales à la base de l'imprimante.
Les systèmes commerciaux d'impression de pâte vont des systèmes manuels de base, constitués d'un pochoir monté sur cadre avec un mécanisme de levage à charnière, aux systèmes semi-automatiques, dotés d'une racle intégrée avec vitesse de course, pression et vitesse de séparation du pochoir programmables.
Remplissage des ouvertures et processus de dépôt de pâte
Pour l'impression de pâte thermique via un pochoir en feuille, quatre facteurs garantissent un remplissage constant des ouvertures et une fidélité du motif de dépôt (comme illustré en Figure 14) :
- Angle d'attaque de la racle (AoA)
- Vitesse de course de la racle
- Pression descendante de la racle
- Séparation du pochoir

La combinaison de l'angle d'attaque de la raclette, de la pression et de la vitesse de passage permet à la pâte thermique de rouler devant la lame, assurant un remplissage répétable et complet des ouvertures.

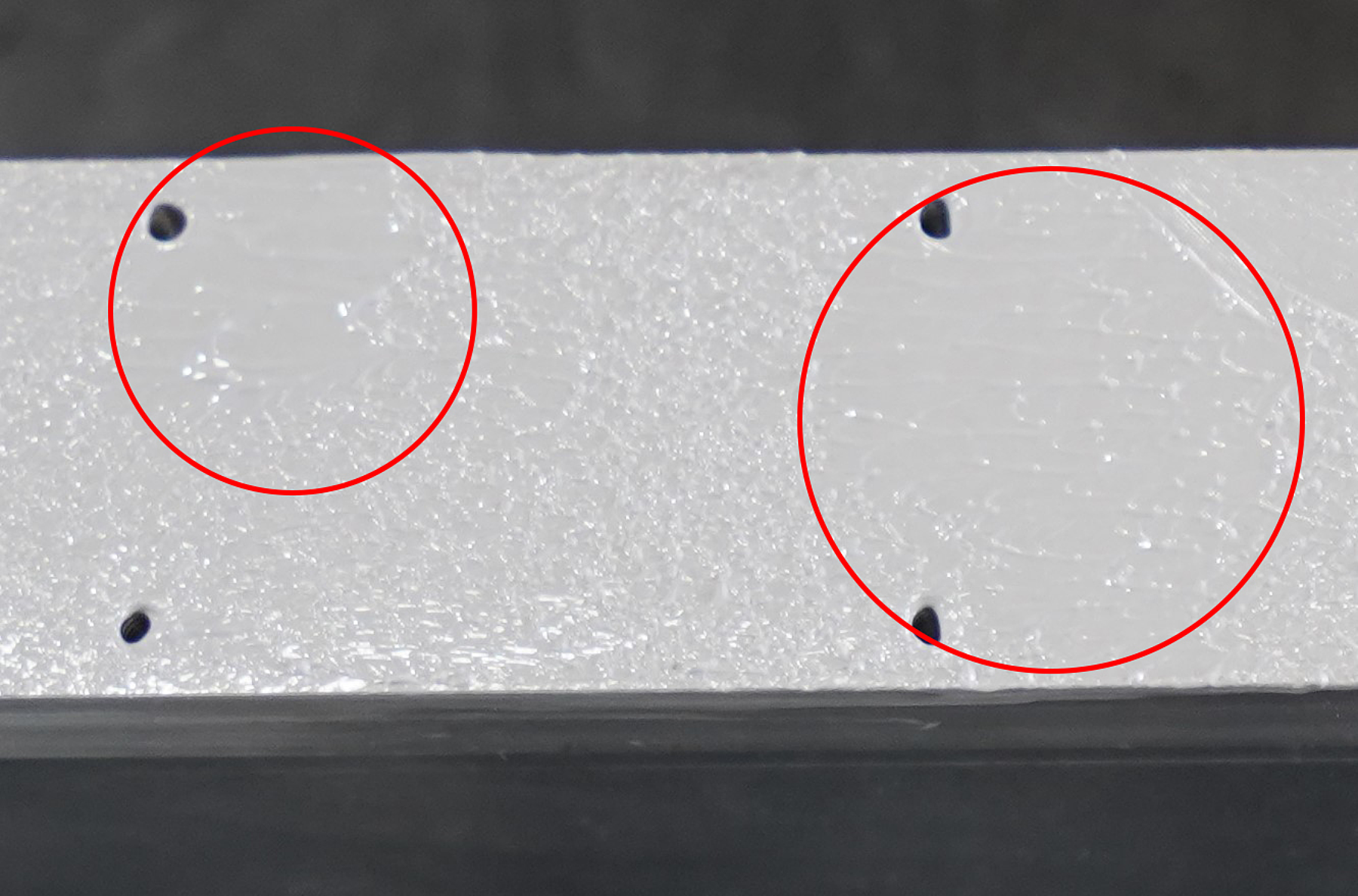
Lorsqu'un pochoir est soulevé de la surface d'impression, la pâte peut adhérer aux parois de l'ouverture, ce qui peut déformer le motif de dépôt, comme illustré à la Fig. 16. Une séparation contrôlée du pochoir peut atténuer ce problème en imposant une vitesse de levée lente et constante. La vitesse lente laisse à la pâte plus de temps pour se séparer des parois latérales du pochoir et réduit la déformation de la feuille, ce qui améliore la fidélité du motif et rend le volume constant. La vitesse programmable rend le processus d'impression répétable et ajustable.
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Good | Good | Great | Low |
Dépôt et étalement au rouleau
Les rouleaux constituent une solution d'application de surface rapide, peu coûteuse, simple et facile à utiliser. La pâte est alimentée dans le rouleau par un flacon souple fixé à la poignée. Les rouleaux permettent de couvrir rapidement de grandes surfaces comme les dissipateurs thermiques et les grands modules de puissance. Les rouleaux en mousse sont souples, absorbent facilement la pâte et épousent les surfaces irrégulières. Le rouleau n'est pas une méthode précise. Le volume de pâte est vaguement corrélé à la densité de la mousse (pores par pouce) et l'absorption dépend de la viscosité de la pâte. Une jauge d'épaisseur de film humide peut être utilisée pour valider l'épaisseur de la couche lors de l'expérimentation avec différentes combinaisons pâte/rouleau.

Malgré leur faible coût et leur facilité d'utilisation, les rouleaux déposent la pâte de manière inégale et avec une faible précision de volume, comme illustré à la Fig. 17. L'étalement au rouleau est mieux adapté à l'utilisation de pâte thermique à faible viscosité. Les pâtes à faible viscosité contiennent généralement moins de charge, ce qui diminue la conductance thermique (dégrade les performances).
| Category | Automation | Volume Precision | Placement Precision | Setup Cost |
| Score | Poor | Poor | Poor | Very Low |
Conclusion
Chaque méthode d'application de pâte thermique présente des avantages et des inconvénients. Par exemple, bien que le coût d'installation de la méthode au rouleau soit relativement faible, elle n'est pas automatisée et présente une précision médiocre en termes de volume et de placement. Pour sélectionner la méthode la mieux adaptée à une application donnée, plusieurs facteurs doivent être pris en compte, notamment : les caractéristiques de la pâte thermique, les exigences de précision en volume et en placement, et le coût d'installation. Pour commencer à intégrer la pâte thermique en production, des méthodes simples comme l'étalement à la spatule, la distribution manuelle et les méthodes au rouleau offrent un faible coût d'entrée. Les processus de production impliquant des dissipateurs thermiques à grande surface bénéficieront de la mise en œuvre de pochoirs, qui offrent un compromis entre automatisation, coût d'installation et précision du volume et du placement. Pour une production à haut volume et hautement automatisée, la distribution par déplacement positif ou pneumatique apporte des avantages supplémentaires.
Depuis près d'une décennie, Magna-Power a itéré et appliqué avec succès Pitel Paste pour des applications d'électronique de puissance très exigeantes. Les techniques d'application de pâte thermique recherchées et mises en œuvre par Magna-Power peuvent être utilisées par les ingénieurs de conception et de production comme référence pour produire un transfert thermique constant et performant dans leurs assemblages.
| Application Method | Automation | Volume Precision | Placement Precision | Setup Cost |
| Manual Dispensing | N/A | Fair | Fair | Very Low |
| Pneumatic Dispensing | Great | Fair | Fair | Low |
| Positive Displacement Dispensing | Great | Great | Fair | Low |
| Spatula | Poor | Fair | Fair | Very Low |
| Stencil | Good | Good | Great | Low |
| Roller | Poor | Poor | Poor | Very Low |